一种可配置的多主轴数控系统研究与开发
动工件装夹底板做Y 轴方向的运动。整个主轴系统安装在主轴横梁上,主轴横梁由一路伺服驱动电机驱动做 X 向 正负运动, Z 1、 Z 2、 Z 3 等多个主轴安装于主轴横梁上。此系统必须同时满足中小型多工件加工和多工序铣削加工的需要,因此,多工件加工和多工序加工需要采用不同的机床结构形式,两者区别主要在于轴的驱动形式。
(1)多工件加工机床。
此种配置用于批量加工的同步驱动模式,主轴横梁本身不能在Z 向上下运动,每个主轴各由1路Z 轴驱动电机通过丝杠螺母副形式进行上下驱动,如图1所示。加工时需通过模拟开关调整,使3主轴电机同时或选择部分进行驱动,对同一个工件而言,3主轴运动控制完全一致,从而可以实现1路驱动信号同时驱动3个轴运动的效果。但因初始安装位置无法保证绝对一致,以及刀具长短因型号或磨损原因而不同,3轴刀具加工点的Z 轴位置一般很难保持一致。为了使同时加工的工件外形尺寸完全一致,需要依次调整3个主轴使各轴工件坐标相同,即保证各主轴刀尖处于同一个水平面上,才能保证加工深度一致,从而也能保证加工的工件外形尺寸的完全一致。
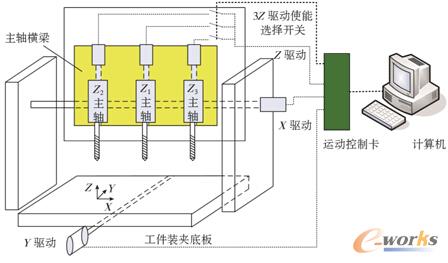

图1 多工件加工机床结构
(2)多工序加工机床。
此种配置用于多工序的轮动驱动配置模式,整个主轴横梁可在Z 方向上下移动,只需一个Z 轴驱动模块。理论上前述批量加工的同步驱动模式也可实现轮动驱动模式,但为达到快速换刀的目的,机床特意设计成通过气缸升降只选择其中一个主轴进行加工,如图2所示。对于同一工件不同工序,机床加工代码往往是以同一套工件坐标系为编程基准,每次换刀后,必须保证刀具加工点处于同一个位置,也就是切换后的刀具在其自身工件坐标系中坐标值不变,这样才能在同一工件上完成不同工序的加工。轮动驱动换刀时只需移动后续工序刀具到前序刀具加工点,省略常规的换刀夹持操作,通过以高速更换主轴来达到快速换刀的效果,节省换刀时间,换刀结构简单。
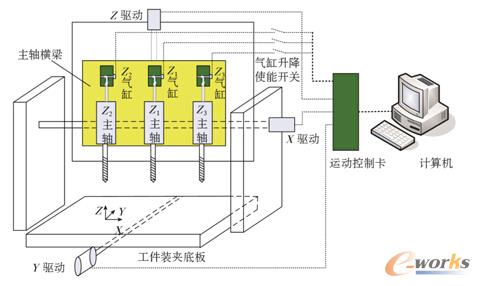
图2 多工序加工机床结构
因机床只选择其中一种配置方式,多工件多工序加工机床中各主轴的运动驱动使能信号和多工序加工机床中各主轴的换刀气缸升降使能信号在数控系统的运动控制卡上可以共用。多主轴数控系统必须根据相应的机床配置方式,来完成不同主轴的Z 轴的驱动方式。在多工件同步加工模式下,只有对刀时才单独驱动各个轴,以实现刀尖找平的目的,正常加工时同时驱动各轴。在多工序轮动加工模式下,无论是对刀还是正常的加工,某时刻只有一个主轴下压到位,待一个工序加工完毕,直接切换主轴进入下一工序加工。
可配置的多主轴数控系统关键技术
对于可配置的多主轴数控铣削数控系统,除了具备基本的直线和圆弧等插补、速度平滑、图形显示、PLC逻辑控制等功能外,为完成2种模式的加工,该系统的主轴形式必须可自由配置,用户可根据所选机床模式进行相应的数控操作。对于多工件同步加工模式,关键点是调整各轴刀尖切削点使其高度一致;对于多工序轮动加工模式,关键点则是如何实现多主轴的自动对刀以及多气缸快速更换主轴操作。对于大型的龙门式铣床,还有轴双驱动同步控制要求。
1 多工件同步加工模式下刀尖齐平校准
因初始安装位置高度的不一致以及刀具长短各不相同,多轴刀具加工点的Z 轴位置一般很难保持在同一高度。为使同时加工的工件外形尺寸完全一致,需要依次调整各个主轴使各轴工件坐标相同,即保证各主轴刀尖在同一个水平面上,才能保证加工深度的一致,也就能保证加工的工件外形尺寸的完全一致。下面以3主轴数控雕铣机床为例来说明刀尖齐平校准操作的方法,设3主轴分别为Z1、Z2、Z3。
(1)分别对3个主轴进行机械回零操作,机械坐标自动置零。
(2)在工件装夹台面选择一个水平基准面,先以Z1为基准轴,在Z1刀具正下方放置一个固定对刀仪。系统通过选择开关只选择Z1轴进行驱动,低速下降,当刀尖碰到对刀仪时触发对刀到位信号,立即记录此时的Z1对应的对刀机械坐标值1,然后Z1轴回退至安全高度;
(3)将Z2刀具移至对刀仪正上方,然后系统通过模拟开关只选择Z2轴进行驱动,低速下降,当刀尖碰到对刀仪时触发对刀到位信号,立即记录此时的Z2对应的对刀机械坐标值j2,Z2轴回退至安全高度。再以上述方法再确定Z2对应的对刀机械坐标值j3。
(4)根据3主轴对应的对刀机械坐标值,即可得到各轴在Z 轴方向的偏差,此偏差将作为批量加工时保证同一加工平面的调整依据。
(5)加工前通过开关信号选择分别驱动3主轴,使3主轴回到机械原点。
(6)取出3主轴中Z1对应的对刀机械坐标值j1、Z2对应的对刀机械坐标值j2和Z3对应的对刀机械坐标值j
数控系统数控技术多轴联动数控机 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)