PROFIBUS总线通信协议在造纸中的应用
时间:12-13
来源:互联网
点击:
组网时,你必须先把你所须的从站的GSD文件装载到网络组态工具里。这样在网络组态工具里就有了你所须的从站的选项。用网络组态工具建一个你所需要的网络,并设置网络参数,然后在网络上添加你所须的站,并设置站的参数,最后把设置好的网络组态传送给主站,这样就组建好了一个PROFIBUS网络。
为了更好的了解PROFIBUS网络,下面举一个实际的工程例子。控制系统结构图如图3所示。
本系统是一个造纸车间传动的控制系统,本系统选用ABB公司600直接转矩控制(DTC)变频器,以PLC为控制中心, PLC通过PROFIBUS-DP现场总线与变频器构成DCS控制系统。PLC与上位机、现场触摸屏、变频器实行PROFIBUS高速通讯。
传动部下位控制中心为西门子S7-300 PLC,在PROFIBUS现场总线上S7-300 PLC是主站,选用CPU315-2 DP,有强大的通讯功能,自身带有一个PROFIBUS-DP接口,可与变频器及操作现场触摸屏采用PROFIBUS-DP总线实现高速通讯,完成整个纸机传动过程中的速度链、负荷分配、张力控制等功能。PLC接受上位机优化控制指令,可以根据纸张生产品种自动调节各分部速度以适应生产需求。同时PLC将各分部运行参数送往上位机,以便及时了解生产状况。
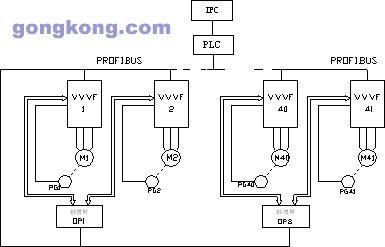
VVVF为ABB变频器、、OP1-OP8为操作台、PG1-PG41脉冲编码器、M1-M41 传动电机整个系统全部实现全数字化操作控制,通过PROFIBUS现场总线通讯完成,简化了系统结构,提高系统的抗干扰能力。整个系统采用PROFIBUS现场总线控制技术,系统全部控制功能的实现都由现场总线通讯完成。只靠一条通讯电缆传输。系统中不在有整束的电缆,也省去了成千上万个线路接点。大大提高系统的可靠性,节约了控制电缆。同时实现了从操作到控制的全数字化。彻底杜绝了现场干扰对控制系统运行的影响。
PLC主要完成功能:
(1)、现场控制信号的采集,PLC通过PROFIBUS现场总线检测现场操作台操作信号。
(2)、速度链的控制及计算,PLC根据工艺要求完成速度链的控制处理。调节前一级速度时后一级紧随前一级的速度变化。调节后一级的速度时前一级速度不变。
(3)、速度控制的执行。PLC接受上位机控制指令,通过上位机操作,PLC可以根据纸张生产品种自动调节车速、分部变比以适应生产需求,并通过PROFIBUS现场总线控制各分部变频器的运行速度。
(4)、自动负荷分配控制功能,对与负荷分配点,PLC要完成负荷分配运算及控制。
(5)、PLC与触摸屏实行PROFIBUS现场总线高速通讯,将传动各分部点工作状态实时在触摸屏显示出来;并接受触摸屏上的操作指令,控制各传动执行相应的动作。
本系统配有触摸屏8台,设立在控制现场,触摸屏上设有功能键、操作图形显示及设定值与实际值的显示等。还有变频器的运行状态及故障显示。可以对各传动点实现全部控制功能,具体控制功能如下:
1) 起动/停止:用于控制本分部电机的起停控制。
2) 爬行/运行:用于低速调试检修、正常抄纸切换。
3) 单动/连动:对于要求负荷分配各传动点的单动/连动控制。
4) 紧急停车:紧急停车功能。当纸机运行过程中出现意外事故,威胁到设备安全及人身安全时才可使用。
5) 速度微增:用于本传动点的速度微调。
6) 速度微减:用于本传动点的速度微调。
7) 紧纸: 用于本传动点的紧纸调节。
8) 松纸: 用于本传动点的松纸调节。
9) 负荷分配功能:负荷分配点自动实现分配。
监测功能有:
1) 变频器运行、故障状态显示。
2) 电机的电流、转矩、分部线速度显示。
本系统所用的主站是西门子的PLC,从站是ABB的变频器。所以网络组态工具用西门子的STEP7软件内集成的网络组态工具
为了更好的了解PROFIBUS网络,下面举一个实际的工程例子。控制系统结构图如图3所示。
本系统是一个造纸车间传动的控制系统,本系统选用ABB公司600直接转矩控制(DTC)变频器,以PLC为控制中心, PLC通过PROFIBUS-DP现场总线与变频器构成DCS控制系统。PLC与上位机、现场触摸屏、变频器实行PROFIBUS高速通讯。
传动部下位控制中心为西门子S7-300 PLC,在PROFIBUS现场总线上S7-300 PLC是主站,选用CPU315-2 DP,有强大的通讯功能,自身带有一个PROFIBUS-DP接口,可与变频器及操作现场触摸屏采用PROFIBUS-DP总线实现高速通讯,完成整个纸机传动过程中的速度链、负荷分配、张力控制等功能。PLC接受上位机优化控制指令,可以根据纸张生产品种自动调节各分部速度以适应生产需求。同时PLC将各分部运行参数送往上位机,以便及时了解生产状况。
VVVF为ABB变频器、、OP1-OP8为操作台、PG1-PG41脉冲编码器、M1-M41 传动电机整个系统全部实现全数字化操作控制,通过PROFIBUS现场总线通讯完成,简化了系统结构,提高系统的抗干扰能力。整个系统采用PROFIBUS现场总线控制技术,系统全部控制功能的实现都由现场总线通讯完成。只靠一条通讯电缆传输。系统中不在有整束的电缆,也省去了成千上万个线路接点。大大提高系统的可靠性,节约了控制电缆。同时实现了从操作到控制的全数字化。彻底杜绝了现场干扰对控制系统运行的影响。
PLC主要完成功能:
(1)、现场控制信号的采集,PLC通过PROFIBUS现场总线检测现场操作台操作信号。
(2)、速度链的控制及计算,PLC根据工艺要求完成速度链的控制处理。调节前一级速度时后一级紧随前一级的速度变化。调节后一级的速度时前一级速度不变。
(3)、速度控制的执行。PLC接受上位机控制指令,通过上位机操作,PLC可以根据纸张生产品种自动调节车速、分部变比以适应生产需求,并通过PROFIBUS现场总线控制各分部变频器的运行速度。
(4)、自动负荷分配控制功能,对与负荷分配点,PLC要完成负荷分配运算及控制。
(5)、PLC与触摸屏实行PROFIBUS现场总线高速通讯,将传动各分部点工作状态实时在触摸屏显示出来;并接受触摸屏上的操作指令,控制各传动执行相应的动作。
本系统配有触摸屏8台,设立在控制现场,触摸屏上设有功能键、操作图形显示及设定值与实际值的显示等。还有变频器的运行状态及故障显示。可以对各传动点实现全部控制功能,具体控制功能如下:
1) 起动/停止:用于控制本分部电机的起停控制。
2) 爬行/运行:用于低速调试检修、正常抄纸切换。
3) 单动/连动:对于要求负荷分配各传动点的单动/连动控制。
4) 紧急停车:紧急停车功能。当纸机运行过程中出现意外事故,威胁到设备安全及人身安全时才可使用。
5) 速度微增:用于本传动点的速度微调。
6) 速度微减:用于本传动点的速度微调。
7) 紧纸: 用于本传动点的紧纸调节。
8) 松纸: 用于本传动点的松纸调节。
9) 负荷分配功能:负荷分配点自动实现分配。
监测功能有:
1) 变频器运行、故障状态显示。
2) 电机的电流、转矩、分部线速度显示。
本系统所用的主站是西门子的PLC,从站是ABB的变频器。所以网络组态工具用西门子的STEP7软件内集成的网络组态工具
PROFIBUS总线通信协议造 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)