棉纺织企业PLC自控系统实现空压站自动化控制
空气系统自动控制的必要性
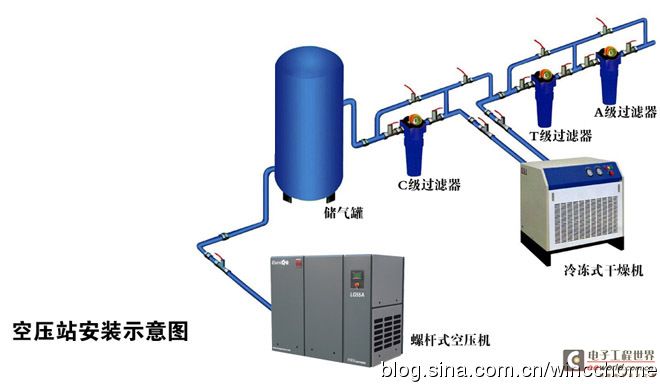
应用在天纺投资控股有限公司棉纺一工厂的空压站,安装有4台70M3/min 4台,53M3/min 4台,48M3/min 2台,43M3 /min 4台离心式空压机和1台42.5M3/min螺杆式空压机,配有相应处理量的冷冻式干燥器。空压机设备自身带有的CMC控制器,能够自动控制和保护主机的运转,自动提示工作信息,具有故障报警和保护停机功能,能自动根据用气量的大小加载或卸载,并配有LCD显示屏供现场观察各工艺参数和设备状态,具有RS422/485通讯接口,可以实现与现场控制室计算机监控系统的完整连接。
目前,空压站的自控系统通过西门子S7-300可编程控制器,将部分空压机的实时运行数据通过RS422/485通讯接口采集进PLC控制系统,并将数据传送到现场控制室计算机上进行显示,以代替传统仪表。但是没有对空压机进行控制。
空压机设备自带的CMC控制器已经能很好的控制单台空压机,但是不具备对空压系统的整体调控能力。在空压系统中,相对单台空压机的调整,空压系统的整体自动调控具有更重要的意义:
■ 单台空压机无法保证空压系统整体供气压力的稳定,而空压系统的整体自控可以有效保持系统内空气压力稳定。
■ 整体的负载平衡,减少排气放空,可以节约更多的能源,节省人力成本。
■ 可以实现无人操作,根据实际需要自动开机或加载空压机以保持系统压力。
■ 可以定时间断地记录空压机运行数据和报警,如跳车、喘振、通讯故障、压力等。
在已有的PLC系统中,没有实现空压系统的整体调控功能。由于空压机自带的CMC控制器提供了RS422/485通讯接口,所有的数据采集和控制功能都通过通讯接口来实现,对比原有的控制系统,不需要增加硬件设备的投资,只需要改进和增加控制软件即可实现空压系统的整体控制。
除空压机设备外,还可以将与空压机配套的冷冻式干燥器集成到RS422/485网络中来,实现空压供气设备的全面自控。
空压站其他系统的自动控制
除空压供气系统外,空压站的其他系统也需要进行自动控制,如水循环冷却系统等。这些系统的控制方法与空压供气系统不同,主要是采用传统控制模式。使用仪表采集需要的运行参数,进行数据处理和分析运算后,输出控制信号给执行机构就可以实现系统的自动控制。
自动控制具有以下优点:
■ 操作简单,可以实现无人值守;
■ 良好的实时调节,防止了人为因素滞后;
■ 具有高可靠性;
■ 减轻工作人员负担;
■ 节省人力成本。
需要控制的参数和可能的控制方式
空压站需要的控制需求;⑴高、低压供气压力控制(机组自动开停控制); ⑵系统自动排水控制; ⑶循环水液位控制和自动加药控制; ⑷所需压缩空气温度、循环水温度等参数控制等等。
空压系统的整体自动调控一般可以使用以下2种方法之一来实现:
⑴采用PLC系统进行通讯和控制。
⑵可以采用英格索兰公司或自己编制的控制软件。
第一种方法可靠性高,适用于工业控制系统。当监控计算机出现故障时,PLC还可以按照设定的程序进行自动控制。
第二种方法是通过控制系统的计算机进行单独的分析运算进行控制,它具有较好的灵活性,但缺点是如果出现如计算机死机等故障时,有可能影响系统的正常运行。好在计算机的一般恢复往往不需要太多的时间。
除空压供气系统自控外,空压站可与制冷站、热力站系统一起建立设备控制网络,实现集中控制,或与工厂控制中心联网,由控制中心的控制器实时远程监控,实现真正的无人值守。
系统构成
对于以上讨论,如果需要实现空压站的整体自控,又许多成熟PLC自控系统可以选用,现以ZH公司的PLC自控系统为例。
该自控系统选用西门子S7-300系列可编程控制器,带有RS422/485网络接口,支持MODBUS等相关网络通讯协议。该系统可以采用专用工业通讯网络技术实施远程联网。空压站自控设备可根据生产实际情况和各设备的特点,以及可能存在的问题,综合各方面因素后确立分
棉纺织企业PLC自控系统自动化控 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)