OMRON以太网在成品库中的控制应用
中,设置以太网单元号为5,计算出CIO存储区的首地址字为1634和DM存储区的首地址字D30518,在此基础上编写CX-P源通信程序。其流程图如图1所示。 图1 通信控制流程图 3.2 以太网现场控制设计 为实现立体库的现场控制项目改造要求,在实现以太网通信的基础上需要对PBS立体库的自动控制进一步研究。控制要点在于大量的现场数据采集和通信控制。当雪橇到达NEPID读取滚床位置后,雪橇停止,由可编程控制器输出请求信号给NEPID系统,请求NEPID系统设定盘读取NEPID卡的信息。NEPID系统设定盘分析读取的信息好坏,并输出NEPID系统设定盘的OK或报警信号。当NEPID系统设定盘检测信息有问题,输出NEPID系统设定盘报警信号,并发出声光报警信号,通知操作人员处理。当雪橇控制系统检测到NEPID系统设定盘有报警信号时,该滚床停止,不做任何动作。直到雪橇控制系统检测到NEPID系统设定盘的OK信号后,才能控制雪橇前进,并发出清除OK信号给NEPID系统设定盘。实现PBS的搬入控制、搬出控制、搬出分支控制,搬出计划调度和进入总装进程控制。 现场确认及控制信号如图2所示。 图2 PBS库现场确认及控制信号图 在图2中:1表示到位信号(DI-P) (PLC→NEPID:1Bit);2表示空实信号(DI-P) (PLC→NEPID:1Bit);3表示OK,NEPID系统设定盘报警信号信号 (NEPID→PLC:2Bit);4表示搬入道指示信号(DO-P) (Server→PLC:4Bit);5表示通过信号(DI-P) (PLC→Server:1Bit);6表示搬入侧设备异常信号(DI-S) (PLC→Server:496Bit);7表示搬出指示要求信号(DI-P) (PLC→Server:1Bit);8表示搬出道指示信号(DO-P) (Server→PLC:4Bit);9表示先行指示信号(DO-P) (Server→PLC:2Bit);10表示通过信号(DI-P)(PLC→Server:2Bit);11表示先行异常信号(DO-P) (Server→PLC:1Bit);12表示在位信号(DI-P) (PLC→NEPID:1Bit);13表示OK,NG信号 (NEPID→PLC:2Bit);14表示搬出侧设备异常信号(DI-S) (PLC→Server:496Bit)。 为了实现通信控制和现场控制结合在一起工作,实现系统与上位机联网,将所有的控制和请求信息都通过以太网来进行传送,达到完全自动化生产管理的目的。 4.结束语 车载信息调度管理的自动化,已被国外各大汽车厂商广泛使用,国内三大汽车厂商之一的东风汽车公司仅在其下属的风神汽车有限公司推行这种方案,其余的厂家还在沿用人工读取车载信息的生产模式。课题在紧密联系产业动态的前提下研究应用工业以太网的应用。 目前,系统使用欧姆龙以太网技术已经完成了对成品库的通信和控制。在现场,使用欧姆龙工业以太网与现场总线技术一起,实现了对成品库的自动有效控制,达到了按计划自动出入库的设计要求。 在成品库的控制中,新的管理系统具有数据自动更新和数据自动比较排序功能,使现场控制的稳定性大大提高。和原来的人工操作出入库模式相比,准确率由82.4%升高到96%以上,对车身信息的控制实现了自动化,系统运行的安全可靠性也得到了保障。立体库以太网控制还可以有效地对进入总装的车身顺序进行修正,对生产计划进行更新,使更新生产计划的周期大大缩短。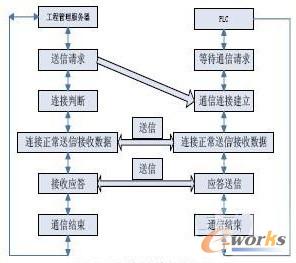
在通信控制程序上首先设置数据缓存区,包括发送和接收数据的缓存区,在此基础运用大量的数据逻辑指令来发送数据和接受数据,实现以太网通信功能。 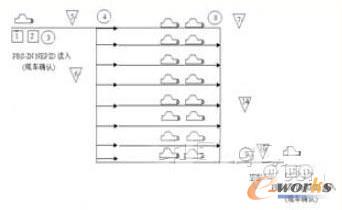
OMRON以太网成品库控制应 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)