应用现场总线和伺服控制实现裁断精度的控制系统
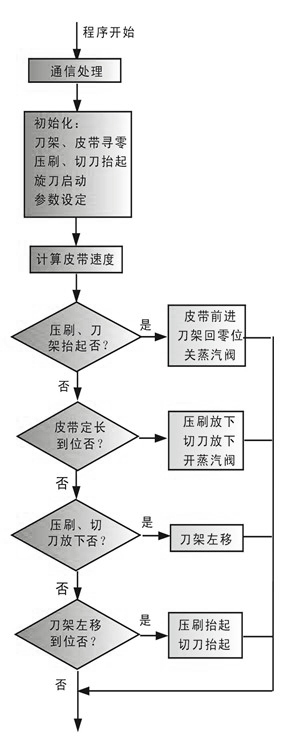
图3 伺服控制程序框图
监控系统设计
系统以plc为第一主站和以工业pc为第二主站,其中工业pc作为上位机,提供良好的人机交互环境,实现对整条生产线的生产管理和监控,并实现连接到车间级intranet网络。第一主站(主控plc)是整个胎面生产线控制系统的核心,实现生产过程数据的采集和处理,以及控制信号的发送与工业pc的通讯,以便于操作人员监控现场的设备。整个系统的操作、工作状态及测量分析结果在工业pc上进行图形显示监控,通过现场总线由plc上传相关数据信息,处理系统报警,存储历史数据,生成各类报表,并进行图形显示及人机对话,向plc下传相关控制命令,从而实现监控计算机与现场设备之间的信息管理。
裁断控制人机界面采用tp270触摸屏,通过profibus总线与plc主机连接。对于触摸屏的编程,采用西门子公司提供的protool/procs组态软件进行编程组态。protool/procs完整的图形用户界面加上软件本身自带的项目组态向导允许用户方便地创建面向对象、基于符号的各种项目。在protool/procs中界面上的操作单元与执行器之间通过plc利用变量进行通讯,即在hmi可以直接读或写的plc上的存储地址。软件设计思想是在完成基本人机交互功能的基础上,设计了一套让操作者能够自学习操作规程的软件系统。通过人机界面,操作者即能设置一些基本的参数,如定长值、误差调整、裁断次数等,也可以监测系统的报警状态,学习系统的操作规范以及密码设置等。自动运行按照设备设计的动作流程进行自动运行控制时,一些需要调整的参数,如速度、位置等可以方便的在触摸屏上进行调整、修定。异常停止当定位模块、伺服驱动器、行程开关以及机器异常时伺服马达都应该立即停止运转,并产生异常码显示在触摸屏上,以便维修人员及时了解发生的问题。
结语
本控制系统充分利用了plc、profibus现场总线技术和伺服控制等先进技术,系统采用分布式开放结构,响应速度快,组态灵活,控制功能完善,操作简单规范。定长裁断系统设计完成后已在多家全钢子午轮胎生产线中投入使用,控制精度达到±1mm,实践证明该套基于profibus-dp现场总线的控制系统安全可靠,故障率低,产品完全满足下道工序的高标准要求,具有较高的生产和管理自动化水平,提高了生产效率,创造了较好的经济效益。
现场总线伺服控制裁断精 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)