基于PCI总线运动控制卡的开放式圆柱凸轮数控加工系统的开发
0 前言
PC2NC 是当前流行的数控系统开放化途径,符合国际数控技术发展的最新潮流。也就是在PC 机硬件平台和操作系统的基础上,使用自己开发的硬件插卡(运动控制卡) ,来实现数控系统的功能。
传统的数控系统采用专用(专用硬件) 、封闭(软件的封闭性,不公布核心技术,无统一的通信协议) 的体系结构,整个系统缺乏灵活性、兼容性及可扩展性。随着用户需求的多样化,生产的批量化以及计算机技术的发展,传统的数控加工系统已经被更具灵活性、柔性的开放式数控系统所取代。因此作为开放式数控系统最终用户的加工企业,可以在标准的硬件和软件平台上,根据自己的需要,随时选购不同厂商生产的软硬件功能模块作为插件,嵌入自己的平台,重构自己的系统。
基于PC 总线开放式体系结构是当今CNC 系统发展的必然趋势。我们在充分利用C 机的开放的开发环境基础上,通过嵌入式运动控制卡来设计开发了一套圆柱凸轮数控加工系统。实践证明,以IPC 机为数控系统的硬件是切实可行的,由于IPC机的中断型硬件结构,加上合适的操作系统,能够很好地实现实时加工,并且能够方便地实现良好的人机界面、各种编辑、文件管理和图形显示等。
1 圆柱凸轮的加工
1.1 圆柱凸轮的加工方法
对于圆柱凸轮来说,过去多采用展成加工法,靠模仿形加工法等进行生产,劳动强度大,效率低同时精度也难保证。当前设计与加工圆柱凸轮轮廓,主要是借用CNC 成形技术通过加工中心来实现。尽管加工的精度与效率有了保证,但是加工成本高,数控编程比较困难。
为适应当前国内企业数控化程度不高的现状,降低成产成本,适应市场需要,我们在实际工作过程中通过对原有的普通数控铣床进行改造,尽量降低数控铣床的轴数,采用了三轴变两轴的加工方法,用增加了数控转盘的数控铣床来加工圆柱凸轮。
1.2 圆柱凸轮加工创成原理
圆柱凸轮的加工一般需要同时进行三种运动,现以凸轮曲线为余弦加速度曲线(S= h0/2(1-cos(π


图1 滚子运动轨迹及凸轮理论曲线展开图
(1) 凸轮随数控转盘作回转运动
(2) 铣刀沿X 轴作直线运动
(3) 铣刀在XY 坐标平面内作圆弧插补
经济型圆柱凸轮的加工系统采用了三轴变两轴的处理方法,需同时进行两种运动:
(1) 铣刀沿X 轴作直线运动
(2) 将铣刀在XY坐标平面上的圆弧插补运动中的Y向位移叠加在凸轮的理论曲线轨迹上各点的< 向位移上, 即将其附加在凸轮随数控转盘的回转运动中,于是得到图1 中的修正曲线。
2 系统硬件设计
2.1 系统要求
本数控系统以IPC 机为硬件开发平台并作为上位机通过PCI 总线与下位机(运动控制卡) 进行通信。同时铣床的位置信号通过编码器反馈到运动控制器,构成半闭环控制系统。
2.2 系统原理与框图
系统的硬件结构框图如图2 所示,其中IPC 机与运动控制卡进行双向通信并负责整个系统的管理。它是整个系统的核心,它的性能决定了整个系统的品质。运动控制卡(我们采用了ADLINK公司的PCI - 8132) 负责指令的执行,实现位置和速度控制。PCI28132 开发了上层数控软件,实现了两轴的位置、速度、加速度以及直线和圆弧插补等基本的数控功能。


图2 系统硬件框图
凸轮安装如图3 所示。

图3 凸轮安装示意图
3 系统软件设计
开放式数控系统的软件平台在一定程度上决定了软件系统的工作方式和运行效率。我们采用Windows (多线程、抢先多任务的32 位操作系统) 作为软件开发平台,以Visual C ++ 6. 0 作为开发工具。
3.1 程序框图
程序编制采用模块化编程思想,利用Visual C ++ 6. 0 的可视化进行设计,Visual C ++ 6. 0 是目前功能强大、界面友好且操作方便的一种开发语言。根据实际功能将软件分成了几个相对独立的模块,模块之间利用参数传递信息。模块框图如图4所示。
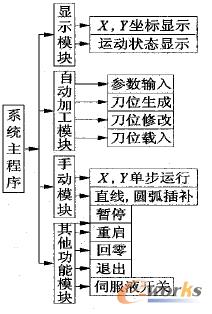
图4 系统模块框图
3.2 主要模块功能简析
(1) 主界面模块
负责整个系统的管理,包括自动加工模块、手动控制模块、以及辅助功能模块的管理,实时显示位置信息,完成系统初始化任务。
程序与用户的接口采用对话框形式,用Visual C ++ 6. 0 的MFC AppWizard 生成本系统的程序框架,创建一个对话框类Dialog。
(2) 显示模块
实时显示X 轴, Y轴的运动坐标,数控转盘C轴的转度以及各轴的运动状态。
(3) 自动加工模块
自动加工模块完成圆柱凸轮参数的设置、刀位生成、刀位修改、刀位载入以及自动加工功能。
参数设置模块管理圆柱凸轮的加工参数,负责接收用户输入参数并向其他相关模块发送对应变量信息。在参数对话框头文件程序中定义如下参数变量:


刀位载入模块:一切准备就绪后,上位机( IPC) 的刀位数据通过ASC Ⅱ或二进制形式送给PCI - 8132。
自动加工模块:通过调用PCI 8132 函数库
运动控制卡总线数控加 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)