现场总线在烧结机自动控制系统中的应用
。
采用环网技术,光纤从第一台交换机出发,最后返回第一台交换机在网络路径上形成闭合,并保证网络传输速度为100MBPS,正常的时候,网络数据逆时针旋转,当网络由于某种原因发生故障,此时环网自动断裂,形成线性网络,它依然能够保证网络的所有特性,不影响任何工作,直到网络修复。当网络修复后,它还支持热愈合,可无级恢复故障。就好象没有故障发生一样。
环网用5个赫斯曼网络交换机进行连接,分别放于5个配电室内,方便各主站PLC、辅助设备接入综合监控网络。
交换机选用赫斯曼MICE MS20系列,配备2个光口,6个电口。支持环网冗余功能。通过软件可以设定其中2个口为冗余功能。主交换机放于工程师站,方便操作室监控机和其连接,也便于工程师管理和维护。安放在各配电室方便需要联网设备的连接。系统网络配置简图如图1所示。
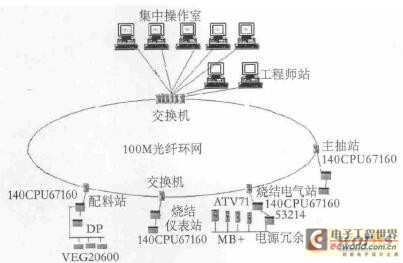

图1 安钢500烧结机自控系统网络结构图
3.4 DP网络500m2烧结机自动配料中的应用
由于这次500m2烧结机采用单仓单料配比控制,控制精度要求非常高。因此这次配料控制采用了申克的VEG20600二次表进行现场配料控制。本表具有应用于连续称重的紧凑型测控系统;内置显示屏和操作面板;借助总线技术优化通信结构;EasyServe电脑软件简化调试和维护;具有自检和诊断功能,运行稳定可靠;具有自动标定程序,方便操作。
主要技术指标:
(1)计量性能
①准确度:±0.1%
②线性度:≤0.06%F.S
③重复性:≤0.06%
(2)基本参数
①瞬时流量显示:0~1500t/h
②累计量:0~9999999t
③速度输入(RPM):NAMUR0.04~2500Hz
④传感器输入:Rmin80Ω
⑤模拟量输入:电流输入,无隔离,外部设定点0~20mA
(3)工作条件
①操作温度:-25℃~+45℃
②相对湿度:不大于85%无结露、无冷凝
③供电电源:DC24V+30%~-25%
(4)功能特点
①全部键盘数字调校及工作参数设置
②具有标定、预给料机控制、通信功能
③打印机串行接口(RS232)
④串行主机接口(RS232)
⑤两路AD(模拟量输入)
⑥两路DA(模拟量输出:0~20mA)
⑦两个数字量输入(24V,5mA)故障保护存储(EEPROM)
⑧完整的诊断和自检功能(SPC)
⑨高电磁兼容性、电磁隔离输出触点
⑩出厂预设置,方便快捷简便的调试
?自动标定程序,无需人工干预计算量程范围
?状态、事件、标定和累计量输出
?具有自测和自学功能的模块
(5)针对定量给料机具有的功能特点
①下料点到称重点的位移补偿
②自动皮带位移检测
③皮带影响补偿这次主要用到了本表的调节控制功能、通信功能和校皮功能。现场18台VEG20600二次表通过DP总线接入配料PLC,所有的输入、输出控制参数都通过DP总线读取、写入VEG20600二次表,实现了配比的自动控制,远程校皮,皮带跑偏报警,累计量等功能。
配料控制精度达到了1%以下,提高了烧结矿的质量,保障了高炉的顺行,效益巨大,约年产生经济效益至少50万元。
3.5 管理级
监控系统(操作站)集中设置在电气楼中央控制室。上位监控机通过上位监视画面(HMI)采用施耐德公司的citect 7.2监控软件,实现生产过程工艺流程及各参数的采集显示、报警、回路控制画面,历史数据存储及趋势图,报表等监控功能。2台服务器互相冗余。为操作员有效操作烧结过程创造有利条件。工程师站配备2台上位机,通过以太网对下位程序编辑、改动、上传和下载,大大提高了工作效率。
4 结论
由于该系统主网采用了工业以太网环网结构,使各系统设备便于连接通信,降低设备成本。配料采用了DP总线控制申克的VEG20600二次表进行现场配料控制,大大节省了PLC的占用率,提高了PLC运行速度和可靠性。该系统自2012年6月投产以来,运行一直很平稳,没有出现过停机事故,故障率低,安全、可靠性高,是总线在大型烧结机自动化生产的成功应用。
现场总线烧结机自动控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)