基于现场总线的PLC控制变频造纸系统
时间:12-21
来源:互联网
点击:
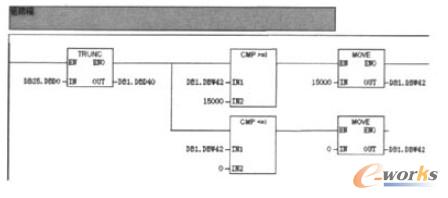
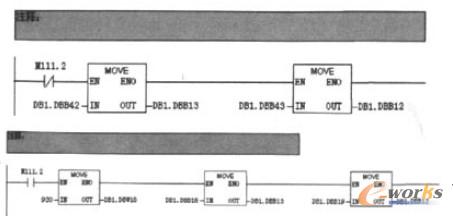
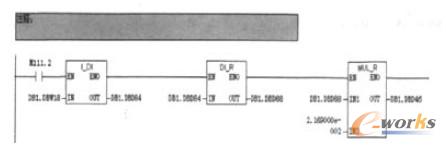
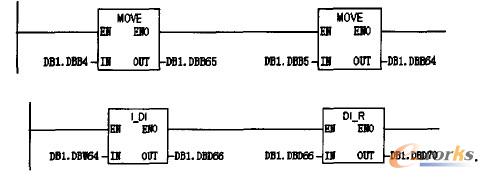
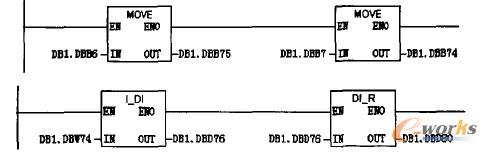
步运行。类似这样的多电机传动,只有电机速度同步并不能满足实际系统的工作要求,这时还要求各传动点电机负载率相同,否则会出现某台电机负荷大,某台电机负荷小的情况,会影响正常抄纸,甚至有可能撕坏毛布或造成断纸。另外,负荷分配不平衡可能会造成某一个或多个电机过负荷运转,有时速度较抉的电机拖动速度较慢的电机,增加了电机负荷,影响其使用寿命,所以有必要在每个分部中的各个传动点之问实施负荷自动分配控制功能。 3.4 各分部的程序以驱网辊为例,梯形图如图。 3.4.1 用SFC 14”DPRD—DAT”读取DP标准从站//PROFINET IO设备的连续数据。 3.4.2 用SFC 15”DPWR_DAT”向DP标准从站/PROFINETIO设备写入连续数据。 需要SFC 15”DPWR_DAT”和用SFC 14”DPRD—DAT”的原因是使用用于访问I/O或过程映像输入表的传送指令最多只能写入四个连续字节。 3.4.3 速度链: 3.4.4 运行和爬行: 3.4.5 爬行给定速度: 3.4.6 实际速度: 3.4.7 实际功率: 3.4.8实际转矩: 在纸机传动里速度链和负荷分配以及通讯是传动系统稳定的关键所在。由丁.纸机车速是在350m/min和采用的PROFIBUS-DP通讯的原因,我们将负荷分配方面的内容编写在了程序里面。虽然在调试时遇到了很多麻烦,但最终还是达剑了非常理想的效果。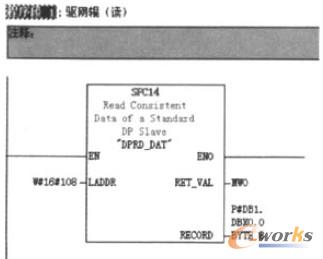




现场总线PLC控制变频造纸系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)