实现精密激光加工应用的运动控制设计方案
激光制造技术是结合光学、机械、电子电机、计算机等科学与技术整合成的一项新技术,其已在现今社会中被广泛的应用。根据国际激光产业权威《LASER FOCUS WORLD》与《Industrial Laser Solution》于2013年初统计数据显示,全球激光产品销售已经回到2008年的水平并呈现增长的趋势。在全球激光材料加工领域中,近几年以金属加工的产值占多数,应用端又以激光打标与画线等属于表面处理的,占的最多为42%, 激光切割与焊接分占为第二与第三,合占整体材料加工应用的34%,其应用在汽车、航天航空、电子、机械、钢铁等金属钣金产业。而在GI (Global Information)于2012年底所发表的「Global and China Laser Equipment and Processing Industry Report, 2012-2014」报告书中指出,全球激光设备市场一般预计2011年将由2010年约74亿美金以14%的速度成长,2012则成长约2%。
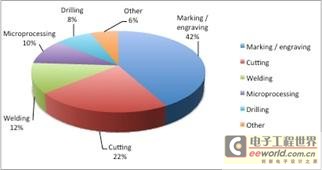
图1 全球激光材料加工应用分布, 2009
(数据源: Indus. Laser Solution, Y09)
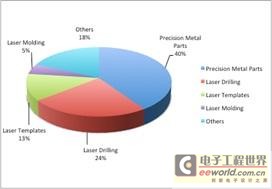
图2 中国激光设备市场分布, 2011
(数据源: Global Information, Y11)
以中国市场而言,激光设备的市场在2011年略微超过全球市场的成长率。从宏观经济的影响来看,虽然中国针对机械产业、重工业的激光加工市场缩小了,但小型、中型激光加工市场则在成长。由于中国在全球制造业上扮演中心的角色,其对激光机械的需求也相当巨大,尤其是汽车、半导体、电子产业具有很大的潜在性需求。中国的加工产业,精密金属零件加工及激光开孔加工占了加工服务整体的60%。
就应用层面而言,激光精密加工及切割已被应用在如太阳能晶硅切割、手机面板切割、半导体晶圆切割,Laser CNC等精密加工上面。对于运动控制产品来说,如何克服传统切割上的精度与微米处理;如何可以很容易切割任何图形,并达到其精度的平滑效果;如何对于极微小的图形也能不受空间限制而完成;如何可以调整能量强度来-满足不同材质上切割,而呈现出有层次感的效果,这些都是高端运动控制产品所面临的新挑战。
在本文中将讨论如何克服精密激光加工时所遭遇的新挑战,以及经实例证明的解决方案。
挑战一:激光切割精准度不佳
激光功率的调整大多都以频率 + 占空比方式控制,所以在位移上控制需要实时与精准的变换,不同的速度要有不同的功率,但在图形切割时都会产生不同的速度。在速度急剧下降,激光功率来不及变换时候,会导致有过融现象发生,如图一所示。
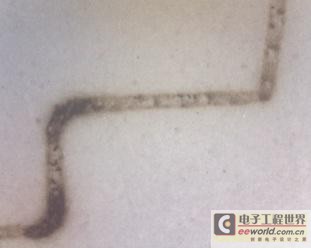

▲图一 功率切换不佳,导致过融现象
又因为激光控制大多以PWM的方式控制,PWM控制是以改变占空比的方式进行,所以对于固定速度会有较好的表现,但是如果速度提高,激光的频率会有来不及出光问题,则反应于切割时会产生烧融均匀度不佳的情况发生,如图二所示。

▲图二 切割均匀度不佳
挑战二:运动轨迹在高精度下不易达到
切割系统在移动中都需要讲究路径的准确性,所以马达的控制需要很好,这样切割的图形才不会变形,如图三、图四所示;因此控制如用开环 (脉冲, 步进)方式,会导致跟随度无法实时补正;如要达到高精度的要求唯有使用闭环 (速度, 扭矩)控制才可以达到要求。但是闭环控制需要经过PID调整,才会有较佳的跟随效果。然PID的调教往往需要花费很长时间,相当费时。
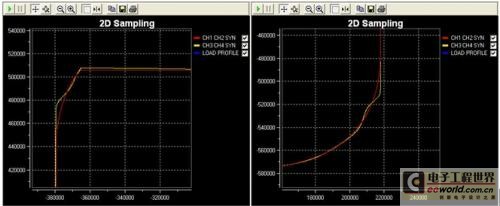
▲图三 转弯图形因无跟随补偿导致图形扭曲
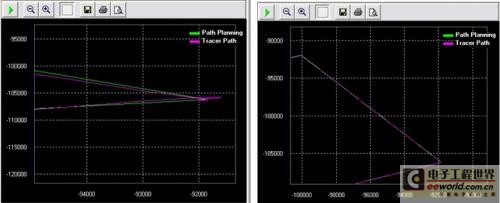
▲图四 左图为控制过冲现象,右图为精准控制
挑战三:激光功率不易调整
目前切割的对象大多为多层材质(太阳能板、手机屏幕触碰膜),需要使用不同的功率进行切割;但因市场上的激光专用控制器的激光调整(VAO Table)都只有一组,在切割的功率上不易切换与调整,导致目前只能将切割路径依材质层重复切割,以达到所需的要求。然而如此将造成产能速度无法提升。
挑战四:速度规划旷日费时
由于激光加工图形复杂,简单的速度规划已无法满足加工切割结果,如手机触控模切割,在大多状况下是使用Spline曲线,或者是较长的几何线与弧线,如果无法精准做速度控制会导致机构加减速震动或图形严重变形(如过切与抖动),如图五所示。因机台设计人员大多仅提供图形点表(position),并无速度规划的数据,所以需要以人工操作方式规划速度,一方面设计流程旷日费时,且如遇规划错误时则需重新修正,也将造成产能无法提升。

▲图五 速度规划过高,导致激光轨迹抖动
综合以上激光加工所遇到的瓶颈,新一代的运动控制卡是如何应对挑战?
实时呈现PWM控制能力
传统运动控制卡的PWM控制,均采用Duty单一控制方式,且通过软件控制,会面临无法实时且稳定控制PWM的时序。为了应对不同速度与不同图形,新一代运动控制卡采用更多种控制方式,包含频率调变(Frequency Modulation)、带宽调变(duty Modulation)、混合调变(Blend Modulation),如图六所示,此控制方式会由硬件控制来完成,此PWM能在各种切割速度下呈现出不同能量的表现,因此需建立一对应的能量表,以防止发生『过融现象』,此能量控制就称(VAO),如图七所示。
激光加工运动控制速度规划Softmotion算 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)