基于LPC3250大型轴类工件高准确度在线测量系统
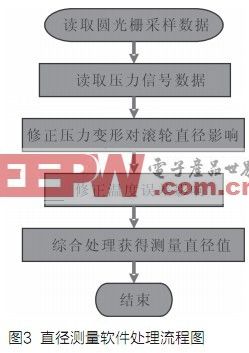
后将数据传输给LPC3250中,而温度传感器相对来说要求较低,信号进行RC二阶低通滤波器滤波,送到LPC3250自带的ADC模数转换模块。 其他功能及接口模块 复位电路 本系统中,复位电路采用了专用带I2C存储器的电源监控芯片,复位门槛电压为3.0V~3.15V,极大地提高了系统可靠性。 系统时钟电路 本设计使用了内部PLL电路,外部晶振可为10~25MHz。在模块设计时,根据实际需要考虑,系统的外部晶振设定为13MHz,RTC的时钟频率设定为32.768KHz。 另外,由于HCLT-2032需要输入一个频率为33MHz的操作时钟源,于是设计了一个33MHz的时钟源。 JTAG接口 本系统中,JTAG测试电路接口采用的是ARM公司提出的标准20针脚JTAG仿真测试接口。 键盘模块 系统中设计一个4×3的键盘模块。每一列都有一个上拉电阻,12个按键分别为0~9数字键和J、ENTER两个符号键。 LCD模块 LCD模块是比较人性化的人机接口部分,在这个系统中选用了TFT3224-3.5B——带触摸屏的液晶显示模块。在本系统中设计LCD是为了实时显示采集的四路传感器数值、以及滚轮旋转的圈数N,并能实时显示各传感器测量数据曲线。 系统存储器电路(SRAM和FLASH) 本系统还扩展了2MB的NOR FLASH和8MB的PSRAM。为了方便程序调试以及最终代码的固化应用,使用了LPC3250外部存储器接口的地址空间。 外部接口(USB、I2S、MAC、SD接口) 为了完整地应用LPC3250各个模块,系统还设计了四个外设接口,它们分别是USB接口、I2S接口、MAC接口、SD接口。 软件设计及数据处理 采集与存储程序 软件是整体功能实现及各硬件协同工作的重要保障,设计软件首先针对要实现的任务进行任务划分并设计软件流程图,由于要监测测量过程中各个测量参数,防止打滑等其他因素影响测量结果,并且不同参数对应不同测量要求,测量软件流程图如图2所示。 数据处理程序 圆度误差测量过程中,工件或旋转测头支承的径向跳动对测量结果有很大影响,采用三点法将被测工件圆度误差信息与旋转支承的径向跳动分离。另外一项重要测量参数直径,需要综合考虑压力、打滑和温度对测量结果的影响,直径测量程序处理流程图如图3所示。 结语 本系统根据测量要求,利用了LPC3250微处理器丰富的芯片资源,极大程度地节省了开发成本,缩短了研发周期,具有友好的人机交互操作和丰富的接口资源,具有可扩展性和协同工作性,便携式设计容易安装测量。可以在被测工件直径D=1m~5m范围内实现连续自动化测量,动态了解加工零件状态,为下一步加工提供参考,减少废品率,直径测量不确定度可以达到U=10Dmm,k=2,圆度测量不确定达到U=4mm,k=2。本系统可以提高我国水轮机工业制造水平,并可以推广到航天、造船等工件制造业,提高我国大型工件制造能力,具有广阔市场前景。
- 用数字荧光示波器对开关电源功率损耗进行精确分析(11-04)
- DDR-1500/DSC-2200在高性能测试测量中的应用(05-03)
- 选择测试和测量系统时应考虑的因素(08-15)
- 基于FPGA和单片机的位移测量装置的设计(11-14)
- 半导体功能测试基础术语(10-25)
- 基于嵌入式系统的虚拟仪器设计(07-15)