基于PLC的微结构光纤毛细管自动剪切收集排布系统
摘要:本文使用一套基于西门子S7-200系列可编程序控制器(PLC)的系统来实现微结构光纤毛细管自动剪切、收集和排布。系统由旋转编码器配合PLC高速计数器指令来测量长度,由二氧化碳激光器进行毛细管的横向剪切,通过替换各种形状光纤毛细管收集器可以收集并进行各种形状光纤的自动排布,同时可以显示、设定切割长度和切割次数。
关键词:微结构光纤;可编程序控制器;编码器;显示;二氧化碳激光器
0 引言
微结构光纤是一种由有序或无序的空气孔构成的微结构包层的新颖光纤。具有许多传统光纤难以达到的优良特性,因此在许多领域,如光纤激光器和放大器、非线性光学、光纤通信、光纤传感等许多方面都有着重要的应用。人们对微结构光纤的理论研究取得了一定成就,但是其制备工艺一直是一个难点。最常采用的堆积法,是将毛细管截成合适长度紧密堆积在套管中,堆积成六边形或者其他结构,中心的毛细管被去除或者用实心棒代替以造成缺陷。迄今为止丹麦和巴斯大学采用最多的还是传统的堆积法,其制作工艺复杂,给光纤毛细管带来了很大的污染。微结构光纤预制棒是制备微结构光纤的第一环节,它的好坏会直接影响后面的光纤质量,因此光纤制备工艺亟待改造。这次通过用PLC(可编程控制器)对光纤制备条件进行改造,由自动化设备对光纤毛细管进行自动测量长度及实现剪切,设计了各种形状自动接收器可以自动接收然后直接进行预制棒的排布,实现了整个制备过程自动化。
1 系统硬件介绍
PLC是一种基于数字计算机技术,转为工业环境应用而设计的电子控制装置,可以控制各种类型的机电一体化设备和生产过程。它有体积小、组装灵活、可靠性高等各种优点。因此整个系统由PLC作为主控部件,型号选用西门子S7-200系列,采用PLC高速计数器指令和光电编码
器可以实现精确的定长测量,通过四个LED七段显示器可以实现显示设定长度以及切割次数的功能。基于光纤毛细管的材质及其特性考虑,切割部分采用二氧化碳激光器,可以实现剪切切口平整并且没有碎渣。
1.1 定长测量
光纤毛细管是微结构光纤制备的重要原材料,现有的条件只能由人手工测量长度,手工剪切,需要改进。旋转编码器是一种光电式旋转测量装置,它将被测的角位移直接转换成数字信号(高速脉冲信号)。因此可将旋转编码器的输出脉冲信号直接输出给PLC,利用PLC的高速计数器对此脉冲信号进行计数,以获得测量结果。光纤毛细管的定长测量、定长控制由旋转光电编码器配合PLC的高速计数器一起实现。
定长控制包括测量和比较两个部分,高速计数器有一组预置值,开始运行时装入第一个预置值,当前计数值等于预置值或者有外部复位信号时,产生中断。发生当前计数值等于预置值的中断时,设置下一阶段的输出,设置第一个预置值和第一个输出状态,循环又重新开始。
测量物体的长度,需要将单位长度转换成脉冲量,通过光电编码器和PLC高速计数器记录脉冲量的变化,以此达到测量长度的目的。测量长度传感器采用光电编码器,采用A相计数输入,光电编码器的电源由PLC自身的输出直流电源24V提供(L+,M)。旋转编码器安装示意图见图1。
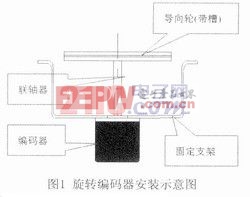
用联轴器将光电编码器与光纤导向轮连接固定,使之能够同步转动,导向轮转动带动编码器旋转并输出高速脉冲信号来测量被切割物体的长度。设导向轮直径为D,定尺长度为M,P为编码器每转输出脉冲数,光电编码器机械轴每转一周位移为πD,则编码器每发生一个脉冲对
应于被计量的光纤位移长度一信号步长为πD/P;所以到需要的定长M时,所需的脉冲数为MP/πD。设定高速计数器的设定值为MP/πD,当前值等于设定值时,由PLC发出指令控制C02激光器发出切割脉冲,并复位计数器,重新读入当前设定值。设导向轮直径D为120mm,光电编码器每转脉冲数助200个/转。可以计算出被切割物体每毫米长度的脉冲数为:每毫米脉冲数=200/120 π≈0.5348个脉冲/mm。
1.2 二氧化碳激光器切割
由于光纤毛细管直径细而易碎,用普通的剪切装置不仅容易造成光纤毛细管的折断损坏,而且容易生成玻璃碎渣,对微结构光纤的排布造成干扰。而采用C02激光来切割完全可以避免这些问题的产生。C02激光切割具有切割质量好、切割材料范围广、可进行立体切割、容易实现自动化等特点。系统由CO2激光器和3个定位轮组成,其中这3个定位轮的轴心不在同一直线上,使光纤经过时,光纤的径向会出现应力,由于石英毛细管具有一定的柔软性,若没有外损伤时,毛细管可顺利通过定位轮而不折断,当激光照到毛细管时,激光会使毛细管壁产生一定的缺陷,这时毛细管在定位轮的作用下折断。由PLC控制C02激光器。
1.3 显示设置
在此次设计中采用具有锁存、译码、驱动功能的芯片CD4513驱动共阴极LED七段显示器,此装置需要显示的数据为四位自然数,即需要四个CD4513芯片。CD4513的数据输入端A-D共用PLC的四个输出端,其中A为最低位,D位最高位。LE是锁存使能输入端,在LE信号的上升沿将数据输入端BCD数锁存在芯片内的寄存器中,并将该数译码后显示。如果输入的不是十进制数,显示器熄灭。LE为高电平时,显示的数不受数据输入信号的影响。此次四个显示器占用PLC的输出点数为8个。西门子S7-200系列PLC是继电器输出模块,所以在与CD4513相连的PLC各输出端与“地”之间分别接一个2kΩ的电阻,以避免在输出继电器的触点断开时CD4513的输入端悬空。
1.4 收集及排布
此次的创新设计了光纤收集器,如下图4所示的工装。此工装由八块木板组成,在工装的两端安装卡箍,固定位置,并可通过卡箍的螺丝调节此工装的内切圆的直径大小。在每一块木板的伸出臂正面都有一个半圆形的凹槽,与孔表面的半圆突起相配合,如此木板的相对位置和伸缩变化会更加可靠,精准度较高,运动平滑不会对光纤毛细管造成损坏,而且此工装操作方便简单。拉制好的毛细管会自动掉进八边形模具筒内,当毛细管数量达到设计要求时,将模具筒拆下。调整模具筒内的八边形大小,并在调整过程中同时通过机械振动的方法使内部毛细管达到最紧密堆积;之后在其内部引入缺陷作为光纤的纤芯(如实芯或空芯)或其他结构(如蜂窝状)。然后将毛细管的两端熔在一起,把模具简拆下即可得到要拉制的八边形微结构光纤预制棒。
- 电子电度表设计方案(03-25)
- Acquired Data Solutions公司使用FlexMotion和LabVIEW为飞机组件测试建立无人测试站(06-14)
- 基于虚拟仪器的PLC监控系统设计 (10-07)
- 结晶器液位检测控制系统优化(11-13)
- 四网融合之PLC技术在智能电表中的应用(01-22)
- 智能电表设计方案、案例及方案对比(04-07)