基于指针式电测仪表的自动化检定系统介绍
1、引言
指针式电测仪表以其价格低,可靠性高,安装、更换简便等优点在工业检测过程中被广泛使用。对电测仪表的定期检定是保证其正常工作的重要手段。但是传统的手工检定方法,过程繁琐、工作量大,存在着由于人工读数而降低了检定精度的不足。随着科技的不断进步,基于通用接口总线(General Purpose Interface Bus,GPIB)的自动检定系统代表了未来测量仪器的发展方向。GPIB 接口通过仪器之间相互通信,实现信息的共享,从而完成对被测仪表的自动综合分析和*估。利用智能仪器和GPIB组成的检定系统通常由计算机、仪器模块和应用软件三部分组成,通过软件控制操作员对被检仪表的检定顺序,避免了人为的误操作,适合于精度要求较高的测量场合。
2、系统硬件设计
指针式电测仪表自动化检定系统,按国家的检定规程完成了对直接作用的模拟指示直流和交流电流表、电压表、功率表和电阻表以及测量电流、电压及电阻的万用表的检定功能。系统分为外观检查、基本误差检定、升降变差的检定、位置影响、功率因数影响、电压试验、绝缘电阻以及阻尼等7个功能模块。
在硬件上使用Fluke公司生产的台式万用表Fluke5520A作为信号源发生器,进行对送检仪表的检定。通讯部分采用GPIB技术,能同时连接15 台仪器设备,它们相互之间可以直接进行通信。系统的硬件框图如图1所示。
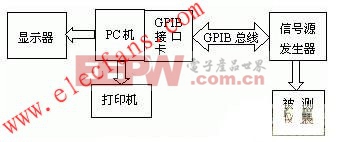
图1 系统硬件框图
为了保证系统界面的友好性以及可操作性,控制器采用了PC机以及WINDOWS98以上的操作系统;GPIB板卡使用的为AX4810并配备IEEE-488.2标准电缆线。
3、系统软件设计
软件是在VB6.0下开发完成的,从上到下分为三层:上层的计量流程控制层,中层的仪器控制层,以及底层的驱动程序。底层驱动程序接口是由硬件厂商提供的,可直接调用GPIB接口函数。中层的仪器控制层是实现的对多功能多产品校准器5520A的控制,包括初始化仪器、仪器自检、仪器连接以及电压发生。上层的计量流程控制层是严格根据国家计量规程所规定的检定方法的自动化实现。检定部分软件流程图如图2所示。

图2 检定软件流程图
3.1 控制过程
在该检定系统中,插有GPIB 接口卡的PC机作为控者,Fluke5520A多功能校准器作为说者和听者,其过程为:由计算机发出Fluke5520A多功能校准器相对应的功能程控码,经过GPIB 接口板卡,将控制程控码发送到被控仪器。此时被控仪器处于受命状态,其状态应与所发功能码要求的状态相同。随后计算机发程控码设置标准源发生信号,经过GPIB 接口板可使被控仪器处于“说”状态,此时计算机接收被控仪器的测量数据,并按使用者的设置对测量数据进行相应的处理,同时同步地进行数据显示,从而完成一项功能的检定。
3.2 GPIB编程技术
数据通信是通过AX4810P型GPIB 接口卡进行的,在通讯时,这需要调用AX4810P.DLL 动态链接库中已声明的功能函数。通讯前首先要对通讯接口初始化来打开仪器、设置参数,调用ibdev函数。
(1)发送命令子程序
通过GPIB函数ibwrt将命令发送给Fluke5520A。其中参数dmm为通讯初始化时返回值,MeasureCmd为软件设定Fluke5520A需产生的信号值。
Public Sub SendToDevice (MeasureCmd As String)
Dim cmdstr As String
‘向Fluke5520A发送需要输出的信号值
cmdstr = OUT MeasureCmd + ; *WAI
ret = ibwrt(dmm, cmdstr, Len(cmdstr))
‘使Fluke5520A执行命令
cmdstr = OPER; *WAI
ret = ibwrt(dmm, cmdstr, Len(cmdstr))
End Sub
(2)接收数据子程序
Fluke5520A向PC机返回的测量值存放在reading变量中,在调用此过程时所需要传递的参数count为PC机要从GPIB读取数值的字节数。
Public Sub ReadFromDevice(count As Integer)
‘向仪器发送输出数据命令
cmdstr = OUT?
ret = ibwrt(dmm, cmdstr, Len(cmdstr))
‘延迟10s
delay 1000
‘读取数据
ret = ibrd(dmm, reading, count)
‘延迟20s
delay 2000
End Sub
3.3 数据修约子程序
计量检定过程中对于检定结果的数据处理有严格的要求。指针式仪表的最大误差和实际值或修正值的数据都要先计算后修约。我国对“数值修约规则”在1987年就制定了GB8170-87国家标准,数值修约的基本方法是遵循四舍六入偶数法则的,当被修约数的值与上下两个允许修约值的间隔相等,则按1、2、5的整数倍修约。在进行常规修约时,只需根据四舍六入偶数法则即可方便处理。但是,当需要按1、2、5的整数倍修约时就比较麻烦。系统中用VB编写的数据修约子程序流程图如图3所示。
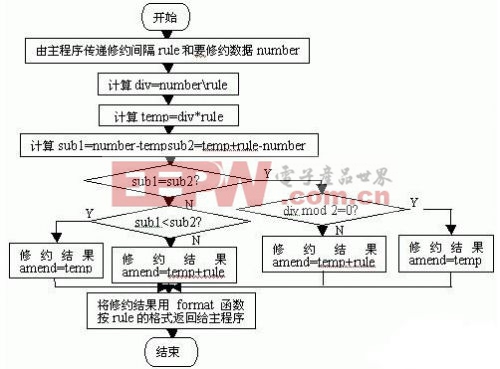
图3 数据修约程序流程图
4、检定结果及分析
在软件试运行期间具体验证了客户送检的一台标称
- 基于指针式电测仪表自动化检定系统设计(01-19)
- 指针式电测仪表自动化检定系统(05-19)
- 指针式万用表上的调零器有什么作用(02-27)
- 数字万用表及指针式万用表测量电容的简单方法(01-05)
- 解析指针式万用表的原理及应用(12-26)
- 指针式万用表和数字万用表的选用(12-26)