星辰伺服系统在定长横剪生产线上的应用
一.市场现状
目前,在一些定位精度或动态响应要求比较高的运动控制中,广泛使用数字式交流伺服系统。这种伺服系统的驱动器对电机轴后端部的光电编码器进行位置采样,在驱动器和电机之间构成位置和速度的闭环控制系统。其位置控制分辨高,可靠性好,已成为伺服系统的发展趋势。
定长控制广泛应用在轧钢生产中,其控制性能的优劣直接影响着产品的质量。目前大多数老的生产线还是采用传统的直流伺服控制,但在新的生产线尤其是对生产效率和产品精度要求较高的场合广泛使用数字式的交流伺服系统,其优越的性能已在生产中得到了充分的体现.
1.系统组成
开卷较平横切机组是一种常用的板金设备,通常它将0.2mm~4mm的金属卷材按照用户的要求横切成板材。卷材横剪机组主要有放料部分、较平部分,活套部分、送料部分、剪切部分和码垛部分组成。送料部分的运动是间歇运动,在送料运动停止期间,剪刀部分运动并将送料部分送来的材料横向切断。放料和较平部分是连续运动的,而活套部分是协调送料部分和放料部分的速度。机组的结构示意图如图1所示。

图1 开卷较平横切机组的结构示意图
2.工作原理
在该类机组中卷材的横切是在材料停顿时刻进行的,也就是说,切刀刀口分离时,定长控制系统启动,长度由内含脉冲发生器的伺服驱动器进行控制,触发开始后,系统直接以预设的加减速率、最高速度、S曲线以及目标长度为基本参数,计算出运转速度曲线,直接驱动伺服马达自动运转至定位。当输送的长度到达规定长度时,卷材停止运动,切刀刀口闭合,将卷材切断。依次循环,自动地将卷材切割成规定长度的板材。其速度曲线如图2所示
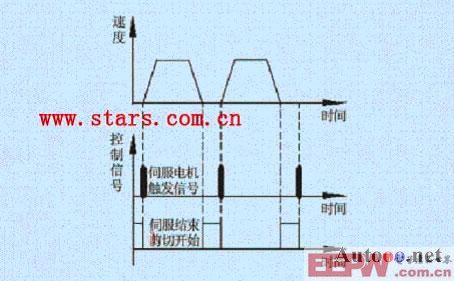
图2 速度控制曲线
而在控制方面,根据位置控制方式的不同,可分为两种:
(1) 位置半闭环控制
在这种控制方式下,伺服电机上的反馈元件既是速度反馈元件又是位置反馈元件。根据设定的加速度、运行速度、减速度和长度,在伺服控制器中,定位功能模块自动的完成速度和位置的控制。这种控制方式的缺点是不能消除牵引辊打滑和机械传动间隙产生的长度误差。
(2) 位置全闭环控制
在位置全闭环控制方式中,增加了测量轮。在测量轮上安装了增量式光电编码器,伺服电机上的编码器为速度反馈元件,测量轮上的编码器为位置反馈元件。这样,伺服控制器可消除牵引辊打滑和机械传动间隙产生的长度误差。但位置系统容易产生振荡。
二.用户实际需求
某该设备生产企业有一条这样的生产线需改进:参数如下:
电机 Z4-112/4-1 5.5Kw
辊径 140mm
减速比:1:10
线速度 60m/min
板料3*1600, 中间桥深3米,宽4米.
要求定尺2米板,每分钟不低于25张,定尺精度0.1mm
如果采用其他伺服电机驱动+减速机,不管是半闭环或者全闭环位置控制,均无法满足要求.
三.解决方案
星辰公司根据综合考虑,采用位置全闭环的控制方式,在机械设计时,采用低速永磁同步电机+同步带轮传动,机组中的其他结构不变.
具体参数如下:
电机: 750rpm 96Nm 7.5Kw
同步带减速比为1:3
驱动器型号为: NAS4B325M
整体结构如图3所示
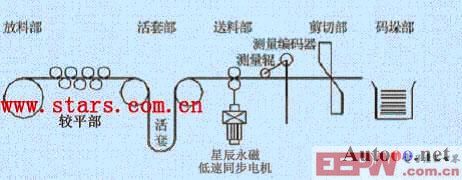
图3 采用星辰低速永磁同步电机结构示意图
经过安装调试后,得到的数据为:
线速度为:108m/min, 每分钟剪2米板可达50张, 每张板的精度在0.05mm以内,使直接用户的生产效率和产品质量大大提高,而且在用户现场测量得到的电流数据中,原先类似生产线的总电流约30A,即功率约15Kw.采用星辰永磁低速电机后在现场的电流为33 A,因此,在生产效率和产品质量大幅提高的同时,能耗基本没有增加.
四. 成本
而在设备成本方面,星辰公司的这套包括电机和驱动器一起还不到2万元.
- 飞机上小功率伺服系统仪表的自动测试系统设计(10-28)
- 伺服系统在包装检测仪器中的应用(10-14)
- 基于虚拟仪器的同步伺服系统PID模糊控制器设计(05-23)
- CPLO在电机测速系统中的应用(05-24)
- 使用LabVIEW软件为自动化麻醉系统开发闭环控制方法(09-01)
- 频宽、取样速率及奈奎斯特定理(09-14)