精密铸造的温度测量控制
时间:05-02
来源:互联网
点击:
积造成的问题是常规控制高温计读数不准确的根源。由于温度过高,工作部件软化、倾倒,与铜元素接触,溅射到观察孔上,透射特性将会发生变化,造成大的误差。高温光谱仪曾经记录下在一个观察孔上铜蒸汽的灾难性沉积,这是在真空炉内由于水冷铜电极被熔化而造成的。观察窗上沉积的铜膜造成吸收,吸收随波长而变化,由此造成的不精确度反映在高温光谱仪的在线允差读数上,生成的巨大允差让操作人员产生了警觉,于是,操作人员更换了观察窗,精度恢复到先前水平。这种工艺扰动的时间进程如表所示。允差发生变化原因是沉积物具有非同寻常的透射率。如果沉积材料是污物而不是金属,则高温光谱仪的温度读数不会受到影响,但是,信号强度显示将表示出达到检测器的辐射量减少。对于有污物沉积的观察孔,多数常规高温计都将显示较低的温度数值,从而不会向操作人员报警。
经验显示,所有类型的高温计在年检时,都被发现不准确,即仪器都在前一年的某个时候偏离了技术规范。因此,相当一段时间里,高温计都在提供不正确的温度数值,对工艺产生负面影响。通过允差功能,高温光谱仪可向业主报警,从而避免出现这样的问题。
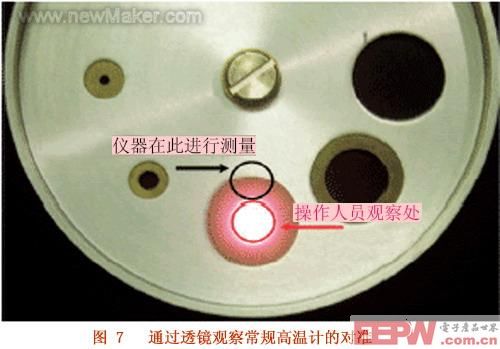
5、仪器的对准和瞄准:如果工件上的温度并不均匀、目标很小或距离遥远、使用了观察管等都有可能产生虚假结果。许多便携式和固定式高温计都是通过透镜来观测设备,这种方法的光学原理是用部分透射和部分发射的光学元件将视场分成两个部分,可能出现的问题是两个部分可能并未确切地在观察同一目标,因为在实践中,精确对准两套光学元件是困难的。图7重现了实际通过透镜观察到的常规高温计的行为,表示出了真正发生的情况。如果目标的大小不是拟议中的十字线尺寸的许多倍,仪器视场没有被填充满,而这时操作人员却认为仪器视场已被填充满了,通常导致所测温度低于实际温度。但也有例外,有一种类型的高温计对边缘效应很敏感,此时显示的温度可能高于实际温度。为了完全避免上述问题,高温光谱仪只使用一个光学路程进行瞄准,这样,就不存在对不准的可能性。
7、信号处理:每次进行数字到模拟信号转换时(反之亦然),信号都有一点损失。如果控制范围宽广,会有精度损失。值得我们注意的是,不要让这些损失叠加起来,形成影响工艺的不确定性。在实践中,用户可选择调整温度,使其对应于控制信号的最大和最小值。高温光谱仪可容许进行这些数值的调整。
改善温度测量的价值
在铸造厂使用高温光谱仪的经验证明,这种先进型的高温计可以很好地解决非接触式测量给精密铸造带来的诸多问题。在实际应用中,高温光谱仪成功地被用于多种液态和固态金属及合金的温度测量并取得了很好的效果,通过改善温度测量增加了产量、提高了质量、减少了维护保养费用、降低了劳动力成本、减少了能源用量、减轻了环境负担以及减少了赔偿责任等。(end)

经验显示,所有类型的高温计在年检时,都被发现不准确,即仪器都在前一年的某个时候偏离了技术规范。因此,相当一段时间里,高温计都在提供不正确的温度数值,对工艺产生负面影响。通过允差功能,高温光谱仪可向业主报警,从而避免出现这样的问题。
5、仪器的对准和瞄准:如果工件上的温度并不均匀、目标很小或距离遥远、使用了观察管等都有可能产生虚假结果。许多便携式和固定式高温计都是通过透镜来观测设备,这种方法的光学原理是用部分透射和部分发射的光学元件将视场分成两个部分,可能出现的问题是两个部分可能并未确切地在观察同一目标,因为在实践中,精确对准两套光学元件是困难的。图7重现了实际通过透镜观察到的常规高温计的行为,表示出了真正发生的情况。如果目标的大小不是拟议中的十字线尺寸的许多倍,仪器视场没有被填充满,而这时操作人员却认为仪器视场已被填充满了,通常导致所测温度低于实际温度。但也有例外,有一种类型的高温计对边缘效应很敏感,此时显示的温度可能高于实际温度。为了完全避免上述问题,高温光谱仪只使用一个光学路程进行瞄准,这样,就不存在对不准的可能性。
7、信号处理:每次进行数字到模拟信号转换时(反之亦然),信号都有一点损失。如果控制范围宽广,会有精度损失。值得我们注意的是,不要让这些损失叠加起来,形成影响工艺的不确定性。在实践中,用户可选择调整温度,使其对应于控制信号的最大和最小值。高温光谱仪可容许进行这些数值的调整。
改善温度测量的价值
在铸造厂使用高温光谱仪的经验证明,这种先进型的高温计可以很好地解决非接触式测量给精密铸造带来的诸多问题。在实际应用中,高温光谱仪成功地被用于多种液态和固态金属及合金的温度测量并取得了很好的效果,通过改善温度测量增加了产量、提高了质量、减少了维护保养费用、降低了劳动力成本、减少了能源用量、减轻了环境负担以及减少了赔偿责任等。(end)
- 基于ARM的综合测试仪设计(05-26)
- 基于AT89C51和DS18B20的最简温度测量系统(01-03)
- 基于AVR USB接口的温度测量系统下位机设计(03-01)
- 基于LabVIEW的温湿度测量系统(03-22)
- 基于LM3S101处理器的温度测量模块设计(11-09)
- 基于单片机的多点温度测量仪的设计(07-26)