大批量生产环境中无铅实现对测试的影响
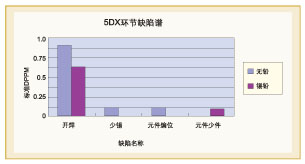
图5:自动X射线检测的缺陷谱

图6:X射线捕获的无铅缺陷焊点照片
切换到无铅工艺时,焊点尤其是BGA焊点中的空洞明显大幅提高的情况非常典型。无铅回流曲线温度越高,大块焊料中发生气体逃逸的概率就越高,如在BGA焊球中。但是,测试结果没有表明无铅电路板中存在更加明显的空洞缺陷,这可能是由于板上BGA封装尺寸较小和无铅电路板的加工数量较多。
无铅工艺另一个可能的缺陷症状是,电镀通孔器件(PTH)的孔壁润湿不足,填充不够,焊料润湿填充孔内的情况达不到通孔器件焊接的填充要求,如IPC或内部质量规范的要求。由于这些电路板上没有PTH器件,因此我们不能明确是否会因为由于无铅而导致缺陷的提高。
功能测试的缺陷谱
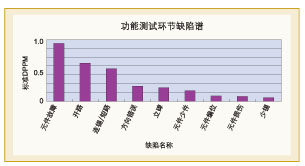
图7:功能测试的缺陷谱
电气性能测试策略有功能测试和ICT。这些产品不要求ICT,ICT需要考察的是探针测试效率和测试焊盘/过孔的可靠性。
功能测试环节最高的缺陷类型是元器件失效,这和切换无铅工艺无关。电路开路与裸基板有关。功能测试环节还检测到前面测试环节未发现的连锡和短路缺陷。
全流程整个测试线路的缺陷谱
在考察各个测试环节后,最好从全流程考察整个缺陷谱,如下面的图8所示,它由数千个电路板加工的缺陷数据组成。在无铅工艺中,立碑明显是最大的缺陷。缺陷谱可能会变化,因为它取决于许多因素,如电路板复杂程度和不同SMT工艺流程。
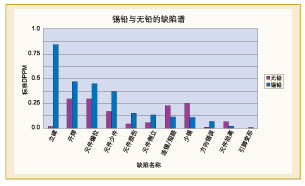
图8:金流程的整个缺陷谱(不包括AXI)
无铅工艺的测试和检测设备
在切换无铅工艺时,需要重新考察现有测试设备的部分性能参数。本文将以X射线系统为参考考察部分参数。
测量变化
其中一个基本问题是在从锡铅焊料切换无铅焊料时,是否会有任何测量变化。下面的图9提供了不同封装焊点的X射线图像,包括无铅焊点及等量的锡铅焊点。可以看出,肉眼看到的差异并不明显。
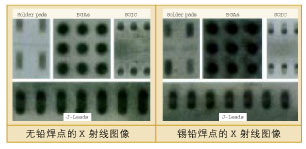
图9:无铅焊点与锡点不同X射线图像比较
在X射线测试中,焊点在检波板投射了不同灰度的“阴影”。这些灰度等级通过查表方式转换成与相应焊点相匹配的焊料厚度。无铅合金生成的焊点灰度要浅,导致厚度测量结果的降低。因此,为保证测试结果正确性,需要创建新的无铅查表以代替普通的锡铅查表。
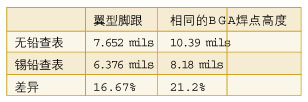
表4:使用不同查表的无铅焊点的测量差异
上面的表4说明了采用两种不同查表的两类无铅焊点(翼型和BGA)的测量值差异,其差异范围在16~21%之间。因此,为了获得正确的测量数据,必须使用正确的查表类型。
焊点形状变化
3DX射线能够检测焊点形状的任何变化,提供了可供比较的数据。焊点外形可表现焊点形状的变化,这可从收集到的灰度值数据推断得出。考察的三类器件类型焊点是BGA、翼型引脚器件和片式电阻元户。
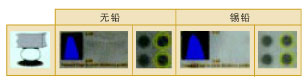
图10:BGA焊点外形
图10显示了BGA焊点外形(蓝色),它从X射线图像中的球直径推导得出。它定义了搜索区域(黄色),其内部的灰度值绘制为焊点外形,这可以用于不同的球切片高度。在任何不同切片上,未发现无铅BGA和锡铅BGA在外形上发生了任何变化。

图11:翼型焊点外型
图11说明了无铅和锡铅的翼型焊点外形。这可以看作“坐在”焊盘上的引线框架的侧面剖面图。这两类焊点都有很好的脚跟、中心和脚趾信息。但是,观察到的一个结果是无铅焊点的中心一般要更高,总焊缝长度要短于锡铅焊接;安捷伦还参与了其它研究,表明焊点外形变化很大。在切换无铅工艺时,业内面临的两难境地是为可以接受的焊点与不可接受的焊点确定新的判定标准。

图12:片式元件焊点外形
图12说明了片式电阻元件焊点外形。与翼型焊点类似,它们可视为“坐在”焊盘上的片式元件的侧面剖面图。焊点外形的蓝色部分说明了芯吸到器件焊端上的焊料量,无铅工艺的焊料芯吸现象似乎不如锡铅工艺明显,这说明了从锡铅工艺切换无铅工艺时需要进行变化。
阈值变化
最后,不同的缺陷算法将利用测量得到的数据进行测试合格/不合格判定处理。缺陷算法的例子包括短路、开路、焊料不足和偏位。在每种缺陷算法中,将有许多阈值用来判定合格和不合格标准。在新的无铅工艺下,必需考察这些阈值是否需要变化。我们选择了三个阈值进行讨论,即翼型开路值、BGA直径不足和片阻开路值。
简单地说,开路值是指两个区域(或感兴趣的区域R01)之间的焊点“强度”差。例如,对于翼型封装焊点,两个区域是焊点的脚跟和中心。对良好的焊点开路值很大,对不良的焊点则非常低(如果不是负值)。参见下面的图13。

图13:开路值定义(感光趣的区域)
正确设置阈值的方式是采用正确的方法指定感兴趣的区域,标出所有读数,确定合格/不合格标准,这将保证正确的测试覆
生产环境无铅实 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)