复杂薄壁叶片测量方法研究
时间:02-27
来源:互联网
点击:
复杂薄壁叶片多为风扇叶片,是发动机核心部件——风扇转子的关键零件之一,对发动机的性能起着关键作用,技术含量高,涉及领域广。该类叶片外形尺寸大,叶身厚度薄,根部曲率变化剧烈,加之采用了单燕尾槽的榫头结构,为测量准确性带来了很大的误差。本研究通过多种测量方法的测试与比对,寻找到了一种新的测量方法,成功地解决了复杂薄壁叶片高精度、高效率的测量问题。
技术特点分析
复杂薄壁榫头为燕尾型叶片,榫头度面为叶片的定位基准,公差一般不大于0.1mm,叶身型面带有阻尼台,阻尼台空间角度错综复杂,需要的尺寸多,且公差要求严;叶片空间尺寸大且叶型空间扭曲大,叶身薄,叶片型线轮廓度公差小且为变公差。
叶片尺寸测量
1测量坐标系的建立
对复杂薄壁燕尾型榫头叶片,设计及测量的基准一般为燕尾型榫头的度面,测量时可以将测量坐标系直接建立在榫头度面上,也可以采用测具测量,将测量坐标系转移到测具上。
(1)无测具测量。
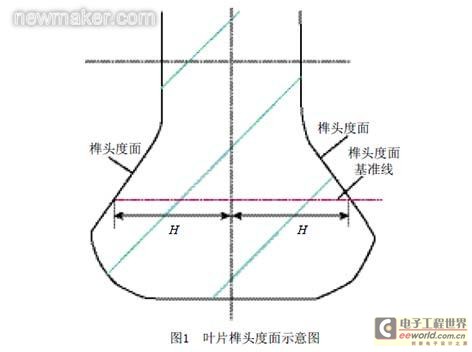
没有测具时,以榫头度面及端面为基准,将测量坐标系建立在榫头上,在叶片榫头两度面上,分别测量4个点,构造2个平面,计算两个度面的中分面作为测量坐标系的Y轴方向及Y轴方向的零点,计算两个度面的交线,测量坐标系的X轴方向,交线与榫头端面的交点为X轴方向的零点,榫头度面中分面分别向两度面平移H值,与两度面相交两条平移线,两平行线构造一平面作为测量坐标系Z轴的零点。叶片榫头度面结构如图1所示。
复杂薄壁燕尾型榫头叶片测具设计原理是:旋动拧紧螺钉,测具底面定位块带动叶片榫头底面向上运动,当叶片榫头度面与测具度面定位块贴紧时,叶片榫头基准线到达一定高度,叶片固定在测具中。以测具的定位面为基准建立测量坐标系,测具结构如图2所示。
该叶片叶根部位型面曲率变化大,而叶尖型面曲率变化比较小。一般型面测量时,程序编制是一个循环测量的过程,每个截面都是从叶片进气边开始扫描到排气边结束,再将多余部分进行裁剪,形成一个封闭的曲线如图3所示。
在测量叶型轮廓度时用两种方法,叶尖截面(全封闭截面)采用全封闭扫描,利用叶片专用分析软件BLADE进行分析评价;叶根截面采用采点的方式进行测量,实测点与CAD模型进行对比输出。
3阻尼台测量
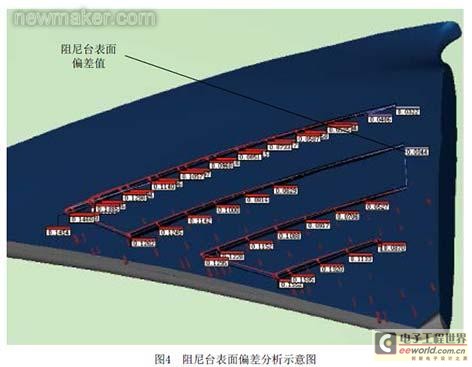
该叶片阻尼台上下表面由三维空间曲面组成,阻尼台毗邻面以及长边、短边空间角度错综复杂。在测量阻尼台上下表面轮廓度时,采用扫描曲面的方式进行测量,将实测值有数模进行对比,并直接将结论显示在数模中,便于叶片的返修,阻尼台表面偏差分析见图4。
对阻尼台扫描找高点如图5所示。叶片阻尼台毗邻面是一个由三次角度旋转形成的空间三维平面,阻尼台在叶片装配时起到环形支撑作用,当叶片组装在一起时,每个叶片阻尼台相互连接,相互支撑,发动机工作时,叶片高速运转,阻尼台减少叶片振动,作为装配尺寸,阻尼台毗邻面的尺寸要求非常严,在测量时,必须将该面旋转到设计图要求测量的方向,并要准确计算测量点的矢量,否则在测量时,探针的半径补偿会不准确,导致测量错误,为了准确测量阻尼台毗邻面的尺寸,先将坐标系沿Z轴方向旋转,再沿Y轴方向旋转,当坐标系X轴旋转到与阻尼台毗邻面法线方向一致时,可以沿坐标系X方向采点。如果有数模,只需要将叶片测量坐标系与数模坐标系保持一致,通过数模查找点的矢量,直接测量数模直接比对,避免三维旋转坐标系,测量精度和测量效率都很高。
技术特点分析
复杂薄壁榫头为燕尾型叶片,榫头度面为叶片的定位基准,公差一般不大于0.1mm,叶身型面带有阻尼台,阻尼台空间角度错综复杂,需要的尺寸多,且公差要求严;叶片空间尺寸大且叶型空间扭曲大,叶身薄,叶片型线轮廓度公差小且为变公差。
叶片尺寸测量
1测量坐标系的建立
对复杂薄壁燕尾型榫头叶片,设计及测量的基准一般为燕尾型榫头的度面,测量时可以将测量坐标系直接建立在榫头度面上,也可以采用测具测量,将测量坐标系转移到测具上。
(1)无测具测量。
没有测具时,以榫头度面及端面为基准,将测量坐标系建立在榫头上,在叶片榫头两度面上,分别测量4个点,构造2个平面,计算两个度面的中分面作为测量坐标系的Y轴方向及Y轴方向的零点,计算两个度面的交线,测量坐标系的X轴方向,交线与榫头端面的交点为X轴方向的零点,榫头度面中分面分别向两度面平移H值,与两度面相交两条平移线,两平行线构造一平面作为测量坐标系Z轴的零点。叶片榫头度面结构如图1所示。
复杂薄壁燕尾型榫头叶片测具设计原理是:旋动拧紧螺钉,测具底面定位块带动叶片榫头底面向上运动,当叶片榫头度面与测具度面定位块贴紧时,叶片榫头基准线到达一定高度,叶片固定在测具中。以测具的定位面为基准建立测量坐标系,测具结构如图2所示。

该叶片叶根部位型面曲率变化大,而叶尖型面曲率变化比较小。一般型面测量时,程序编制是一个循环测量的过程,每个截面都是从叶片进气边开始扫描到排气边结束,再将多余部分进行裁剪,形成一个封闭的曲线如图3所示。
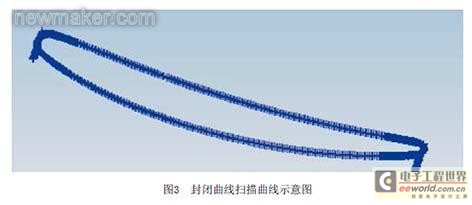
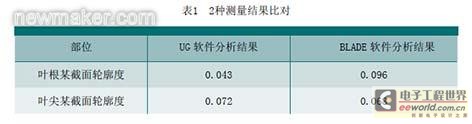
在测量叶型轮廓度时用两种方法,叶尖截面(全封闭截面)采用全封闭扫描,利用叶片专用分析软件BLADE进行分析评价;叶根截面采用采点的方式进行测量,实测点与CAD模型进行对比输出。
3阻尼台测量
该叶片阻尼台上下表面由三维空间曲面组成,阻尼台毗邻面以及长边、短边空间角度错综复杂。在测量阻尼台上下表面轮廓度时,采用扫描曲面的方式进行测量,将实测值有数模进行对比,并直接将结论显示在数模中,便于叶片的返修,阻尼台表面偏差分析见图4。
对阻尼台扫描找高点如图5所示。叶片阻尼台毗邻面是一个由三次角度旋转形成的空间三维平面,阻尼台在叶片装配时起到环形支撑作用,当叶片组装在一起时,每个叶片阻尼台相互连接,相互支撑,发动机工作时,叶片高速运转,阻尼台减少叶片振动,作为装配尺寸,阻尼台毗邻面的尺寸要求非常严,在测量时,必须将该面旋转到设计图要求测量的方向,并要准确计算测量点的矢量,否则在测量时,探针的半径补偿会不准确,导致测量错误,为了准确测量阻尼台毗邻面的尺寸,先将坐标系沿Z轴方向旋转,再沿Y轴方向旋转,当坐标系X轴旋转到与阻尼台毗邻面法线方向一致时,可以沿坐标系X方向采点。如果有数模,只需要将叶片测量坐标系与数模坐标系保持一致,通过数模查找点的矢量,直接测量数模直接比对,避免三维旋转坐标系,测量精度和测量效率都很高。
共振问题测量坐标系测量经 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)