自动化生产需要采用自动化测量
时间:02-27
来源:互联网
点击:
采用一种创新的自动化测量方法,来帮助解决多机床柔性生产环境所固有的问题
2008年,Kurt制造公司在其Minneapolis制造厂安装了一套自动化生产系统(APS)。该APS系统与加工单元成套投入生产,进入该系统加工的零件是经过预先喷漆的铸件,离开该系统时,已成为组装好的组件。它将十分有效的工装夹具战略与先进复杂的测量系统结合在一起,有效地控制在APS加工、热处理和磨削加工操作中所出现的各种变量。
按照Kurt制造有限公司的说法,人们之所以对其Anglock品牌的工装夹具高度重视,是基于它们的精度和经久耐用性。正是因为这个原因,该公司声称,50多年来,这些台钳一直成为该公司最畅销的产品。
按照Kurt公司的设计及其工程技术人员的说法,要达到这一点是完全可能的,因为APS将有效的工装夹具战略与先进复杂的测量系统结合在一起。它们的组合,可有效地控制在APS加工、热处理和磨削加工操作中所出现的各种变量。八种不同型号和不同尺寸的Anglock台钳元件,都在APS上加工处理,它们全部符合平整度和平行度的测试要求。
“采用这种多功能系统来达到较高的重复精度,其所面临的挑战是:任何特定台钳铸体的加工处理可通过多种可能的生产方式,”Kurt工业产品部经理Jeff Lenz先生报告说。“例如,一种特定型号的台钳铸体,可使用5个加工托盘中的其中一个,并在四台卧式加工中心的任何一台机床上进行加工。这个台钳也可在两个热处理站的其中一个进行热处理,并可在6个托盘的任何一个托盘上,以及在6个磨削工位的其中一个进行磨削加工。采用多种可能的生产方式,使用专用的测量系统、工装夹具和SPC软件,其平整度和平行度就能达到我们的目标。而上述所有这些东西都是Kurt公司的产品。”
APS一瞥
APS系统因其不寻常的混合设计而引人注目。该系统采用L型布局,其中L型的长腿部分由一套Mazak Palletech FMS(马扎克托盘技术柔性生产系统)组成,其周围与四台卧式加工中心相连接。托盘技术两个装载站的其中一个由一套机器人管理,该机器人也为一条由两台平面磨床、一个热处理工作站和一台中型立式加工中心组成的“支线”提供服务。虽然该托盘技术系统属于该制造商技术中相当标准的装置,但该支线却是由Kurt公司开发的其中一个配置,用于对机加工件的精密加工。
同样,关键的磨削加工操作则由该公司Kurt Gaging计量部门开发的专用测量系统所控制。这一系统采用该公司的SPC软件。该系统的核心部分是其内部设计和建造的一个计量工作站。当台钳的原始铸件进入到最后的精加工磨削阶段时,该计量站可对台钳铸体的每一项操作进行一系列的测量,监控每一道工艺(包括机加工、热处理和磨削加工),中间无需转换。
“当台钳铸体固定到夹具上加工时,一系列的LVDT探头将对该零件的平整度、厚度和平行度进行测量。这一过程大约需要30s的时间。该计量装置将会提供有关的测量数据,包括该台钳铸体的总体长度,因此系统操作人员完全理解零件在进行每一操作前后的确切测量数据。”Lenz先生解释说。
2008年,Kurt制造公司在其Minneapolis制造厂安装了一套自动化生产系统(APS)。该APS系统与加工单元成套投入生产,进入该系统加工的零件是经过预先喷漆的铸件,离开该系统时,已成为组装好的组件。它将十分有效的工装夹具战略与先进复杂的测量系统结合在一起,有效地控制在APS加工、热处理和磨削加工操作中所出现的各种变量。
按照Kurt制造有限公司的说法,人们之所以对其Anglock品牌的工装夹具高度重视,是基于它们的精度和经久耐用性。正是因为这个原因,该公司声称,50多年来,这些台钳一直成为该公司最畅销的产品。

测量是Kurt公司自动化生产系统获得成功的关键因素之一。未经精密加工的台钳铸体如图片所示,这是该铸件在自动化系统的一台磨床中采用自动装卸工件前的加工情况

这一APS系统总体布置图显出了该系统不寻常的L型布局配置。从图片可以看到,两台Chevalier CNC数控平面磨床被排列在装卸工作站的后面。加工中心位于背景的左面
按照Kurt公司的设计及其工程技术人员的说法,要达到这一点是完全可能的,因为APS将有效的工装夹具战略与先进复杂的测量系统结合在一起。它们的组合,可有效地控制在APS加工、热处理和磨削加工操作中所出现的各种变量。八种不同型号和不同尺寸的Anglock台钳元件,都在APS上加工处理,它们全部符合平整度和平行度的测试要求。

Docklock气动阀定位系统所在的位置,及其如何将每一个台钳铸体锁紧在磨床之上。这些工作步骤由测量系统监控
“采用这种多功能系统来达到较高的重复精度,其所面临的挑战是:任何特定台钳铸体的加工处理可通过多种可能的生产方式,”Kurt工业产品部经理Jeff Lenz先生报告说。“例如,一种特定型号的台钳铸体,可使用5个加工托盘中的其中一个,并在四台卧式加工中心的任何一台机床上进行加工。这个台钳也可在两个热处理站的其中一个进行热处理,并可在6个托盘的任何一个托盘上,以及在6个磨削工位的其中一个进行磨削加工。采用多种可能的生产方式,使用专用的测量系统、工装夹具和SPC软件,其平整度和平行度就能达到我们的目标。而上述所有这些东西都是Kurt公司的产品。”
APS一瞥
APS系统因其不寻常的混合设计而引人注目。该系统采用L型布局,其中L型的长腿部分由一套Mazak Palletech FMS(马扎克托盘技术柔性生产系统)组成,其周围与四台卧式加工中心相连接。托盘技术两个装载站的其中一个由一套机器人管理,该机器人也为一条由两台平面磨床、一个热处理工作站和一台中型立式加工中心组成的“支线”提供服务。虽然该托盘技术系统属于该制造商技术中相当标准的装置,但该支线却是由Kurt公司开发的其中一个配置,用于对机加工件的精密加工。
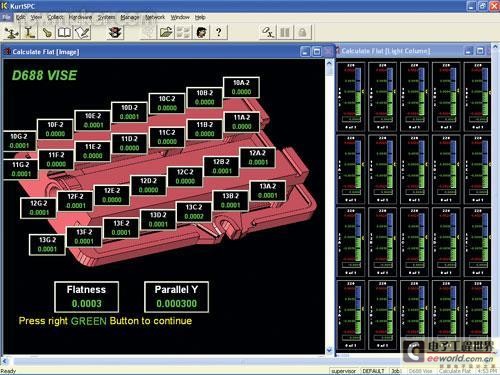
系统上的其中一个显示器,显示出了台钳铸体表面上的28个公差尺寸读数
同样,关键的磨削加工操作则由该公司Kurt Gaging计量部门开发的专用测量系统所控制。这一系统采用该公司的SPC软件。该系统的核心部分是其内部设计和建造的一个计量工作站。当台钳的原始铸件进入到最后的精加工磨削阶段时,该计量站可对台钳铸体的每一项操作进行一系列的测量,监控每一道工艺(包括机加工、热处理和磨削加工),中间无需转换。
“当台钳铸体固定到夹具上加工时,一系列的LVDT探头将对该零件的平整度、厚度和平行度进行测量。这一过程大约需要30s的时间。该计量装置将会提供有关的测量数据,包括该台钳铸体的总体长度,因此系统操作人员完全理解零件在进行每一操作前后的确切测量数据。”Lenz先生解释说。
自动化生产自动化测量AP 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)