采用激光对刀具进行无接触和高精密的测量
时间:02-27
来源:互联网
点击:
刀具变得更小,加工转速变得更高,涂层变得更敏感。因此在微型加工设备上,针对刀具调节主要采用激光测量系统。激光测量系统可以收集各类影响因素数值并实现相应的补偿。
刀具和刀片的小型化,加工转速的不断提高,涂层的接触敏感性越来越强,所有这些都是刀具调节所面临的日益增长的挑战。因此,在微型加工设备上几乎只使用无接触式的激光测量系统。唯有采用这种激光测量系统,方可对所有影响因素进行收集和补偿。在正确选择测量系统时,重要的一点便是要在加工中心的粗劣的条件下实现尽可能高的绝对精度。
绝对精度至关重要
激光测量系统的精度一方面可由开关点重复精度加以描述,另一方面也可以通过绝对测量精度得到体现。对于用户来说,后者尤为重要,这是因为绝对测量精度可以表明刀具测量结果的精确程度。系统的功能原理可以说明究竟:简单地说,激光测量系统就是一种高精度的光栅。当旋转着的刀具打断光束时,在一定百分比的阴影度下便会生成一个开关信号并传递到控制系统里,由此测得轴的位置。集成在设备控制系统里的标准软件采用测量数据和参照数值对刀具长度和刀具半径进行计算并自动把数值输入到刀具储库里。
如果所测得的各个刀具的特性非常不同(如直径、形状、切割半径),则会因系统阴影状况不同而出现精度偏差。在测量较小刀具时,刀片的几何外形首先会对测量结果造成影响。不同的刀片外形会不同深度地进入光束,直至达到一定比例的阴影。由此各刀具将会出现一种系统阴影误差;光束直径与刀片半径的比例越大,则阴影误差就越小。根据这种关系,光束直径大,则阴影误差也大。对于加工作业来说,这就意味着在使用各种不同的刀具时,工件上的尺寸偏差也就会产生。这是因为较小的刀具与较大的刀具相比,会被测出长度过大。
为了实现此目标,Blum-Novotest公司的激光测量系统就采用了高精度光学装置(以对激光光束进行聚焦)和高档激光二极管。由此可以生成极薄和强度极匀质的光束,从而达到最好的精度。此外,这种系统还拥有已获得专利的NT技术,当最长刀片离开光束之后,微型处理器才会生成开关信号。针对特殊场合,仪器可以配备高端元件。
切削作业中最终具有说服力的因素便是所达到的工件精度。对此会有很多影响因素。设备和环境温度的变化,刀具的磨损情况和因转速所限的主轴长度变化等,这些因素都会在0.01mm范围内对加工结果造成影响。在采用诸如Blum-Novotest公司的激光测量系统和在正常工作转速以及通过定时校准的情况下,所有这些因素都可以比较容易得到把握。如果加工设备无法提供相应的定位精度,则最精确的激光测量系统也会遭遇其测量极限。因此,Blum公司提供自行研发的工艺和技术方案。这种技术可以测定加工设备在工件上的精度并对激光测量系统的很高的绝对精度作出验证。
在试验过程中,对四种直径分别为0.1mm、0.3mm、1.0mm和6mm的立铣刀和四种球铣刀进行测量。所得到的测量结果令人印象深刻。若采用Laser-Control Nano NT标准系统,则测量值的离散范围为±1.5μm(图3)。如果在选择激光测量系统时已经得知在设备上所采用的刀具的特征都基本类似,则绝对精度在±0.5μm范围内。
刀具和刀片的小型化,加工转速的不断提高,涂层的接触敏感性越来越强,所有这些都是刀具调节所面临的日益增长的挑战。因此,在微型加工设备上几乎只使用无接触式的激光测量系统。唯有采用这种激光测量系统,方可对所有影响因素进行收集和补偿。在正确选择测量系统时,重要的一点便是要在加工中心的粗劣的条件下实现尽可能高的绝对精度。
绝对精度至关重要
激光测量系统的精度一方面可由开关点重复精度加以描述,另一方面也可以通过绝对测量精度得到体现。对于用户来说,后者尤为重要,这是因为绝对测量精度可以表明刀具测量结果的精确程度。系统的功能原理可以说明究竟:简单地说,激光测量系统就是一种高精度的光栅。当旋转着的刀具打断光束时,在一定百分比的阴影度下便会生成一个开关信号并传递到控制系统里,由此测得轴的位置。集成在设备控制系统里的标准软件采用测量数据和参照数值对刀具长度和刀具半径进行计算并自动把数值输入到刀具储库里。
如果所测得的各个刀具的特性非常不同(如直径、形状、切割半径),则会因系统阴影状况不同而出现精度偏差。在测量较小刀具时,刀片的几何外形首先会对测量结果造成影响。不同的刀片外形会不同深度地进入光束,直至达到一定比例的阴影。由此各刀具将会出现一种系统阴影误差;光束直径与刀片半径的比例越大,则阴影误差就越小。根据这种关系,光束直径大,则阴影误差也大。对于加工作业来说,这就意味着在使用各种不同的刀具时,工件上的尺寸偏差也就会产生。这是因为较小的刀具与较大的刀具相比,会被测出长度过大。

对于用户来说,绝对精度是一个决定性的标志。Laser-Control Nano NT型测量系统在测量相近特征的刀具时,可以达到±0.5μm的精度
为了实现此目标,Blum-Novotest公司的激光测量系统就采用了高精度光学装置(以对激光光束进行聚焦)和高档激光二极管。由此可以生成极薄和强度极匀质的光束,从而达到最好的精度。此外,这种系统还拥有已获得专利的NT技术,当最长刀片离开光束之后,微型处理器才会生成开关信号。针对特殊场合,仪器可以配备高端元件。
切削作业中最终具有说服力的因素便是所达到的工件精度。对此会有很多影响因素。设备和环境温度的变化,刀具的磨损情况和因转速所限的主轴长度变化等,这些因素都会在0.01mm范围内对加工结果造成影响。在采用诸如Blum-Novotest公司的激光测量系统和在正常工作转速以及通过定时校准的情况下,所有这些因素都可以比较容易得到把握。如果加工设备无法提供相应的定位精度,则最精确的激光测量系统也会遭遇其测量极限。因此,Blum公司提供自行研发的工艺和技术方案。这种技术可以测定加工设备在工件上的精度并对激光测量系统的很高的绝对精度作出验证。
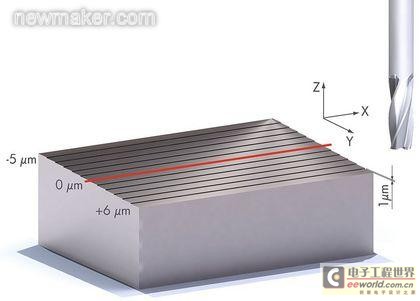
图1 沿着X轴线轨迹先作阶梯外形曲线的铣削。每个阶梯的高度差为1μm

图2 通过从+Y向-Y方向上的横向铣削,可对设备的定位精度进行检验。在高端设备上,刀具可精确地在用户所指定的阶梯上实现第一个合格的表面接触
在试验过程中,对四种直径分别为0.1mm、0.3mm、1.0mm和6mm的立铣刀和四种球铣刀进行测量。所得到的测量结果令人印象深刻。若采用Laser-Control Nano NT标准系统,则测量值的离散范围为±1.5μm(图3)。如果在选择激光测量系统时已经得知在设备上所采用的刀具的特征都基本类似,则绝对精度在±0.5μm范围内。
定位精度激光测量系统绝对精 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)