刀具测量装置的正确使用
时间:02-27
来源:互联网
点击:
刀具半径补偿值了。
3) 自动刀具长度和直径测量(09853)测量旋转的切削刀具(或不旋转)的有效切削长度和直径,也可用于刀具破损检测。
注意:测量前,首先应在对应的刀具偏置表中设定理论的刀具长度和半径值。
编程格式:G65 P9853 Bb Tt[Dd Ss];[]:代表选择项目
输入参数的定义,B按以下设定:B=1,仅测量长度(缺省设定);B=2,仅测量直径;B=3,长度和直径都测量。D:要更新的刀具半径偏置号码(仅用于旋转刀具测量)。如欲同时测量刀具长度和直径,则指令B=3,执行程序:G65 P9853 B3 .T1. D20.S30。
机床运行步骤如下(见图5):从刀库中选择刀具T1(A)→快速移动X和y轴→使刀具位于量块的上方(B)→快速向下移动到逼近位置并调用T1的刀具补偿值→慢速移动到净空位置(距离量块上表面10mm的地方)→测量刀具长度(旋转或非旋转,与09851的步骤一样)→测量刀具半径(旋转或非旋转,与09852的步骤一样)→退回起始点。
4) 刀具破损检测(09853)
使用方法:执行如下编程格式的程序,当检测到刀具的实际长度或半径的破损值已经超出设定范围时,会产生刀具破损报警或提示信息,用户可根据实际情况进行处理。
编程格式:G65 P9853 B1. T1. H0. 5 D8. S30.Q3 .R3 .Z-4. M30. 10. 01
其中:Hh中的h为刀具破损允许差值,如定义H0.5,即检查刀具损耗与偏置值是否在±0.5mm之内;Mm中的m为PLC的输入信号地址,当检测到刀具破损时,该信号将变为“1”,无破损时则为“0”。(此时的“M”代表宏变量,不同于一般的M代码,请使用者注意区分)。当定义M30时,则当检测到刀具破损时,宏变量#2030(即2000+M)将变为“1”,此时不会出现报警,但可以在零件程序中检查#2030的状态,同时在PLC中处理该信号去报警或者去寻找同样的刀具(见例2),后者需要系统具备刀具寿命管理的功能。
例1:破损刀具处理方法1——仅提示报警
M06 T1 选择T1刀具
G65 P9853 B1. T1. H0.5 检测刀具是否破损,如超差则会出现刀具破损报警
M06 T2 选择下一把刀进行加工
在上例中,只有破损超出0.5mm时才会产生“BROKEN TOOL”服警。当不适合使用报警信息的时候,可以使用标志位提示(在PLC中处理)。
例2:破损刀具处理方法2——选择同组(同样的)刀具继续加工
M06 T1 选择T1刀具
…… 加工
G65 P9853 B1. T1. H0.5 M30 检测刀具是否破损,如超差则会出现刀具破损报警
IF #2030 EQ1 GOTO N** 如果标志位为1,则跳转到N**段去,否则继续
M06 T2 选择下一把刀进行加工
N** (重新开始循环) N**:去寻找同组刀具(与破损刀具相同的刀具)的程序段
4 结语
刀具测量的过程比较简单,但首次使用前的调整和标定非常重要,用户一定要非常重视。当改变测头的安装位置后、测量精度经常有误差、怀疑测头松动、更换新量块或意外碰撞后,都必须重新进行标定。为了防止意外碰撞,可定期的检查SKIP信号是否灵敏。这可在系统的自诊断画面上看到:人为使测头动作,SKIP信号应该有0→1→0→1的变化。另外还应注意电缆的走线,尽量与动力线分开,并单独给转换装置提供DC24V电源。由于数控系统的不同,所使用的测量程序也不尽相同,但测量原理都是一样的。用户在使用前一定要明确机床所用的系统类型,再去购买专用的测头和测量程序软件。
3) 自动刀具长度和直径测量(09853)测量旋转的切削刀具(或不旋转)的有效切削长度和直径,也可用于刀具破损检测。
注意:测量前,首先应在对应的刀具偏置表中设定理论的刀具长度和半径值。
编程格式:G65 P9853 Bb Tt[Dd Ss];[]:代表选择项目
输入参数的定义,B按以下设定:B=1,仅测量长度(缺省设定);B=2,仅测量直径;B=3,长度和直径都测量。D:要更新的刀具半径偏置号码(仅用于旋转刀具测量)。如欲同时测量刀具长度和直径,则指令B=3,执行程序:G65 P9853 B3 .T1. D20.S30。
机床运行步骤如下(见图5):从刀库中选择刀具T1(A)→快速移动X和y轴→使刀具位于量块的上方(B)→快速向下移动到逼近位置并调用T1的刀具补偿值→慢速移动到净空位置(距离量块上表面10mm的地方)→测量刀具长度(旋转或非旋转,与09851的步骤一样)→测量刀具半径(旋转或非旋转,与09852的步骤一样)→退回起始点。
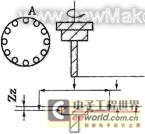
图5 刀具长度和直径自动测量
4) 刀具破损检测(09853)
使用方法:执行如下编程格式的程序,当检测到刀具的实际长度或半径的破损值已经超出设定范围时,会产生刀具破损报警或提示信息,用户可根据实际情况进行处理。
编程格式:G65 P9853 B1. T1. H0. 5 D8. S30.Q3 .R3 .Z-4. M30. 10. 01
其中:Hh中的h为刀具破损允许差值,如定义H0.5,即检查刀具损耗与偏置值是否在±0.5mm之内;Mm中的m为PLC的输入信号地址,当检测到刀具破损时,该信号将变为“1”,无破损时则为“0”。(此时的“M”代表宏变量,不同于一般的M代码,请使用者注意区分)。当定义M30时,则当检测到刀具破损时,宏变量#2030(即2000+M)将变为“1”,此时不会出现报警,但可以在零件程序中检查#2030的状态,同时在PLC中处理该信号去报警或者去寻找同样的刀具(见例2),后者需要系统具备刀具寿命管理的功能。
例1:破损刀具处理方法1——仅提示报警
M06 T1 选择T1刀具
G65 P9853 B1. T1. H0.5 检测刀具是否破损,如超差则会出现刀具破损报警
M06 T2 选择下一把刀进行加工
在上例中,只有破损超出0.5mm时才会产生“BROKEN TOOL”服警。当不适合使用报警信息的时候,可以使用标志位提示(在PLC中处理)。
例2:破损刀具处理方法2——选择同组(同样的)刀具继续加工
M06 T1 选择T1刀具
…… 加工
G65 P9853 B1. T1. H0.5 M30 检测刀具是否破损,如超差则会出现刀具破损报警
IF #2030 EQ1 GOTO N** 如果标志位为1,则跳转到N**段去,否则继续
M06 T2 选择下一把刀进行加工
N** (重新开始循环) N**:去寻找同组刀具(与破损刀具相同的刀具)的程序段
4 结语
刀具测量的过程比较简单,但首次使用前的调整和标定非常重要,用户一定要非常重视。当改变测头的安装位置后、测量精度经常有误差、怀疑测头松动、更换新量块或意外碰撞后,都必须重新进行标定。为了防止意外碰撞,可定期的检查SKIP信号是否灵敏。这可在系统的自诊断画面上看到:人为使测头动作,SKIP信号应该有0→1→0→1的变化。另外还应注意电缆的走线,尽量与动力线分开,并单独给转换装置提供DC24V电源。由于数控系统的不同,所使用的测量程序也不尽相同,但测量原理都是一样的。用户在使用前一定要明确机床所用的系统类型,再去购买专用的测头和测量程序软件。
刀具测量装置加工中心信号转 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)