三维光学表面轮廓测量仪助力大幅降低隐形眼镜生产成本
置,那么,得到的测定结果将是不准确的。对于结构化表面,仅在一个X轴向和一个Y轴向上进行测量是不够的,因此,可能需要测绘整个镜片。然而,对于执行这项任务而言,触针式二维轮廓测量仪的速度太慢,并且有可能损坏被测表面。针头直径也限制了可测定的特征大校例如,如果触针针头的直径为5微米,那么,它就不能测定出直径小于5微米的特征。
新兴三维测定技术
一种更加新颖的可量化、可重复的测定技术,采用被称为光学轮廓测量法的白光干涉测量法,来精确地测定镜片的整个三维表面轮廓。在光学轮廓测量仪中,逼近样本的光被分割,部分照射到样本上,部分照射到高质量基准表面上。然后,将从这两个表面反射回来的光重新合并起来。如果样本是近焦镜片,光的相互作用将形成反映表面形状的明线和暗线模式。显微镜垂直于表面扫描,以使测试表面的每一个点都穿过焦点。明线和暗线对比度最强的位置,即每个像素的最佳焦点位置,最终生成完整的三维表面测绘图。图1至图3所示为利用白光干涉测量法生成的三维表面测绘图示例。
光学轮廓测量仪的优点是,全面的三维表面测定,比触针式二维轮廓测量更加全面地呈现了镜片表面。这能大幅降低对额外的反复加工处理的需要。光学轮廓测量仪可测量的阶跃高度不受限制,因此可用于测定各种类型的镜片。最新一代光学轮廓测量仪,ContourGT家族白光干涉测量仪(布鲁克纳米表面仪器部),借助64位软件和多核处理器,实现了速度更快、更加直观的软件工作流程,同时有助于提高数据收集率。一个已取得专利的照明源提供了更高光吞吐量,加快了测定速度,同时实现了更加出色的数据收集能力(图4)。
最近,一座大型镜片生产工厂对白光干涉测量法的应用,彰显了其优越性。这座工厂每年要生产100多枚主顶针,可制造屈光度范围为+6.0到+30.0(增量0.5)的48种不同设计的镜片。取决于工厂所在地区,生产成本不尽相同;然而,每次重复加工的平均成本在2,500美元左右,包括全负荷设计和小批量生产的成本。利用触针式二维轮廓测量技术,这座工厂生产主顶针平均要进行4次反复加工处理,并且在通过检测、用于生产之后,还有67枚顶针必须再次返工。每年生产100枚顶针平均总共需要进行667次反复加工处理,每年的总成本为将近170万美元。
采用白光干涉测量法,顶针通过投产验收之前所需进行的反复加工处理次数和投产验收之后需要再次返工的顶针数量双双大幅减少。采用白光干涉测量法带来的益处和节省非常可观,仅需短短几个月,就能收回这个工具的初始投资费用。
随着隐形眼镜和人工晶状体的设计日益复杂,必须借助更加精确的三维测量技术来可靠地制作用于生产的模具。

图1 双焦隐形眼镜表面形状三维光学轮廓测量图
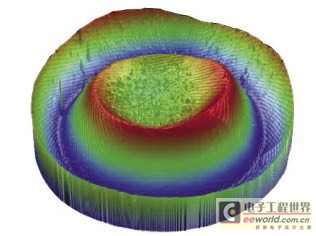
图2 人工晶状体三维光学轮廓形状测量图
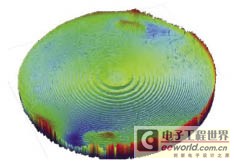
图3 使用过的人工晶状体的三维光学轮廓测量图揭示边缘磨损

图4 ContourGT-K1 Bench-Top三维光学轮廓仪
三维光学表面轮廓测量仪生产成 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)