高温流体的流量测量
时间:03-23
来源:互联网
点击:
图3.3日本工业标准中钢材的压力—温度标准
1. 该温度下的拉伸强度的1/4=0.25。
2. 该温度下的屈服点的1/1.6=0.625。
3. 在1000个小时内,产生0.01%蠕变的应力平均值。
4. 在100000个小时内产生的裂断应力的最小值r的0.8倍或平均值的0.6倍的值
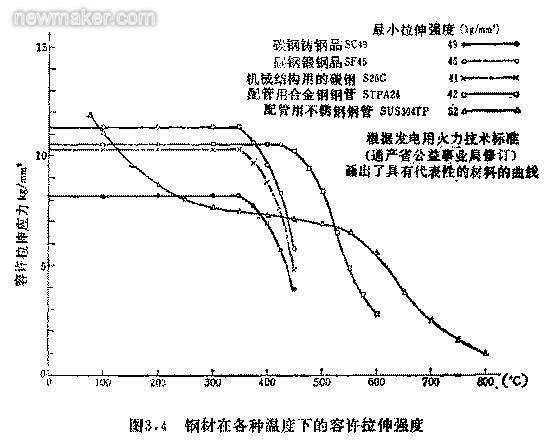
2. 高温时的强度要好:关于用在最高温度下的条件,如上所述,拉伸应力、蠕变和裂断强度要在规定的压力—温度标准内。
3. 耐氧化性、耐腐蚀性要好:高温材料如果暴露在高温气体、高温蒸汽中。其耐氧化性、耐腐蚀性要好,不能因氧化损耗和氢的浸透而产生脆性、不能因碱性的粒间浸透而产生碱脆性等腐蚀。
4. 高强时、金属组织的稳定性要高:如果它长时间暴露在高温中,要注意可能出现碳化物的球状化和石墨化、析出和相变以及再结晶化等组织变化现象。碳钢、镍合金钢等如果长期暴露在4000℃温度中,碳化物相要石墨化。同样碳钼、锰铭钒、锰钢纸等合金钢,如果长时间暴露在468℃的温度下,也要考虑碳化物相的石墨化问题。
5. 加工性能要好,特别焊接性能要好
焊接
碳钢、合金钢含碳量越过0.35%以上时,不得彩焊接结构。这是由于焊接热而产生骤热、骤冷、淬火效应显著。由于焊接部分的收缩应力,焊接处容易产生龟裂。因此,设计焊接结构时.必须加以注意。
不仅是焊接设计问题,为了获得具有可靠的焊接性能,必须有切实的焊接施工方法。另外,其焊接部分心须具有充分的强度。
例如:焊接式喷嘴是测量锅炉过热蒸气流量的、有代表性的节流装置,其配管口径为150毫米外径以上时,必须根据火力发电技术标准和电工物件标准的焊接技术标准根据日本通产省省令、公告等规定,向所辖管厅办理申请手续后设计制作。
在这种情况下,焊接部分的施工要让具有下述焊接技术的焊接技术人员进行,才可以确保其可靠性和工作质量。
1. 经财团法人火力发电协会考试合格的焊接技术员。
2. 符合锅炉和压力容器安全规则(日本劳动省)规定特殊接技术员和普通锅炉焊接技术员以及符合钢船结构规定日本通信省的焊接技术员。
3. 根据日本工业标准—Z—3801,经日本焊接协会JWA考试合格的技术员。
这些有资格的焊接技术员要每年检查一次技术能力。
在上述的火力发电用技术标准和日本工业标准中对判定标准作了规定。
高温流体流量测量工业测 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)