低频矿热炉生产优势研究
0 引 言
目前,国内矿热炉大都采用工频50 Hz交流供电。由发电厂送来的50 Hz高压交流电源,经过高压负荷开关送入电炉变压器,经变压器降压后,通过短网和电极,把电能送入炉内。在电炉内,三相电极产生的电弧热及炉内炉料的电阻热,使炉料熔化进行冶炼。电极中的电流由电极插入的深度来决定,插入深,电流大。工频冶炼在运行中存在以下缺点:
(1)由于矿热炉是低电压大电流负载,短网上的电抗压降较大(约是额定电压10%左右)。其一方面降低了入炉功率,又使电极上的电压波动增加,难以掌握炉况,降低电网的功率因数。
(2)由于“趋肤效应”在电极上表现得尤为明显,使得电极表面过烧,外部烧损严重,电极呈毛笔尖状,导致电极底部电流密度增大,电极损耗加重。
(3)电极底部密度过大,其他部位的电流密度小,使电极的电弧短,电炉内熔池减小,即“坩埚”减小,冶炼效率低。
(4)短网是电弧炉主电路中重要的组成部分,短网参数直接影响电弧炉的技术指标。一个先进的短网设计必须保证炉子具有最小的电损耗、三相电弧功率均衡及较高的功率因数。为此,必须使短网的电阻和电抗为最小,三相阻抗平衡。然而工业布置三相短网很难做到三相完全一致,因此炉内的三个电极就会出现“强项”和 “弱项”,使热量分布不均,出现偏弧现象,影响冶炼效果。为此,剖析了低频扩热炉增产及节电原理,并对其进行经济效益分析。
1 低频电源的引入
为了解决以上问题,一个最有效的办法就是采用低频电源技术。在变压器和电炉之间增加一个低频电源,将原50 Hz工频电源变为0~12.5 Hz可调节的低频电源。

式中:f为电源频率;L为短网自感系数;M为短网互感系数。
可见,降低电源频率,可以使电流回路系统的电抗值下降,如果把f从工频降低至5,0.5,0.05 Hz,其电抗就相应降低到原来的1/10,1/100,1/1 000,降幅很大。由于电抗下降,则使功率因数增加,无功功率降低,有功功率增加,从而提高了炉子效率。低频电源技术即是基于这一出发点,利用电力电子变频技术,实现了工频向低频的转化。
国内第一台低频矿热炉于1998年在锦州推出,此后在宁夏、湖南、贵州、山西、新疆等地陆续建立了几十余台低频矿热炉。实践证明,低频电源应用于矿热炉的改造,取得了令人鼓舞的效果。采用低频电源供电后增产约5%~10%,节电5%~10%,节省电极约25%~30 %,而且起炉快。
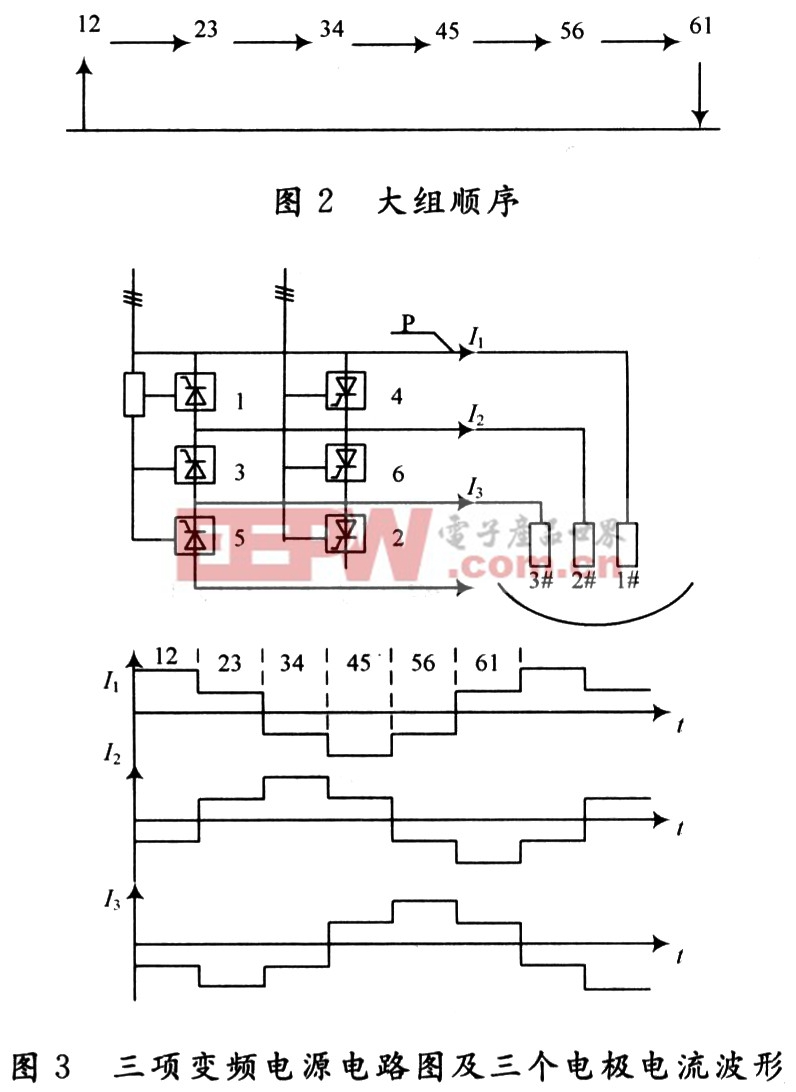
2 低频电源工作原理
2.1 三相低频电源主回路原理图
将低频电源装在电炉变压器和短网之间,达到了降低短网电抗的目的。低频矿热炉采用低电压大电流供电。主电路中采用同相逆并联技术,可消除大电流产生的强磁场,变化的强磁场会引起周围铁磁物质发热,还会对控制电路产生干扰,用同相逆并联技术,使电流方向相反,这大大削弱了磁场的作用,如图1所示。
|
3 低频矿热炉的技术优势 4 低频矿热炉运行经济效益分析 |

- 应用于新能源发电的双向DC/DC变流器研究及仿真验证(01-26)
- 应用于生活和生产的二相混合步进电机驱动研究(12-15)
- 多故障容错功能的新型逆变器拓扑研究 可靠性模型分析(12-04)
- 宽频化与小型化微带天线的研究与设计(04-24)
- 一种新型风电电压跌落检测方法的研究(01-23)
- 不同种类电容的ESR曲线研究(12-30)