新型电池制造中的激光焊接技术
电池制造业日益成为21世纪制造业中最大的新挑战。虽然全球电池年生产量已达数百亿件,但传统的电池制造技术在电池效果和成本预算方面,已不能满足飞速增长的电池应用范围。我们大多数人已经非常清楚,电池应用在混合动力汽车、插电式混合动力汽车以及全电动汽车中。虽然电池在汽车行业的应用褒贬不一,但还是阻挡不了人们对这个行业的投资热情。《美国复苏与再投资法案》(ARRA或AR2)中提到,要向那些在美国投资生产电池的公司注入上千万美元的资金。借用美国能源部长朱棣文(Steven Chu)的话说,“这些都是非常有效的投资,未来会带给我们许多倍的回报,主要体现在:创造就业机会,减少对外国石油的依赖,令我们呼吸的空气更加清洁,以及对抗气候变化带来的影响。”
除了在汽车行业的应用之外,成本经济、具有高性能的电池在电力和替代能源业应用方面也非常有吸引力。广泛安装的住宅电池存储可提供负载级别的电力需求,以及紧急后备电源。这种分布式能源存储解决方案还可以提高电力生产基地的生产效率,抵消部分需求,用来投资、改善一些大型电网基础设施。而且,电能储存有利于充分发挥不稳定的替代能源的优势,比如太阳能和风力发电。此外,经济且高性能的电池技术也将有助于减少电网扩张的成本。
如今,“高性能和经济性”应该被用来清晰地描述和认可电池在帮助我们解决能源挑战中所扮演的英雄角色。尽管到目前为止进行了大量集中的开发工作,新开发出来的电池技术和以前成熟的旧技术(如用于电筒、照相机和电脑的电池)相比,还稍显稚嫩。因为现在市场上对电池应用的能量储存和电池寿命的要求更高,对电池的重量和成本要求更低,制造过程中的挑战仍在解决中。许多很有前景的电池解决方案只存在于理论上的CAD图形设计中,而这种设计方式已经和现有制造技术所面临的能力和限制相脱节。换而言之,设计人员和生产制造人员之间需要进行更多的沟通!我们将会帮助他们。
在上述行业应用的众多电池技术中,还没有出现公认的或很明显的获胜者。锂离子、镍金属氢化物、锌空气、钠、硫和许多其它电池化学材料互相竞相,以满足各种应用领域的多种需求。而且对于给定的电池品种,也会有很多不同的产品外形变化,从而可能导致不同的制造方法。新型电池多是圆柱或平面设计。电池单元被堆叠,包装起来,或者阵列起来,使独立的单元被合并为串联和并联的电路。单元和单元之间的连接可能涉及到相似的或不同的金属材料,有两个或两个以上不同的分层。尽管设计存在多样性,但在所有这些电池设计概念中,都有一个共同点不断出现。这项共同的挑战就是需要将越来越薄的各种金属材料以更快的速度连接起来,而这正是激光的应用领域。
电池通常都包含许多种材料,比如锌、钢、铝、铜、钛、镍等。这些金属可能被制成电极、导线,或仅仅是外壳。他们有可能被或者不被另一种金属或者电池材料覆盖。但是,不管他们由什么组成,基于重量和成本最小化的考虑,它们都应该尽可能地薄。许多新兴的电池设计材料厚度范围在25到250微米之间。焊接这些金属的两个主要的要求包括创造出电流传导路径和/或能够储存电解质,但对于每个电池的设计和应用来说,电池焊接的完整性能规格是独一无二的。导电性、强度、气密性、金属疲劳和耐腐蚀性能是典型的焊接质量评价标准。然后,在所有这些标准都被确定和实现之后,关键的决定因素是其成本是否经济。

图1、镀镍钢制薄片的搭焊
电池焊接设计对制造过程的成功起着关键作用。角焊和对焊往往对设计师来说很有吸引力,但搭焊是目前为止最有可能成功的。搭焊相比于其他两种焊接手段,能提供更多灵活性,这主要得益于其无需实现其它焊接手段所要求的精密节点到梁端的对齐。搭焊同时也为最终的整合任务提供了焊接多层电池组件的可能性(见图1),这一过程有可能涉及到一种或多种材料类型。例如,某种同一类型金属可能需要被精确焊接到另一类型的导体上。可以采用的焊接手段目前已经有许多种,并且还在迅速地发展。
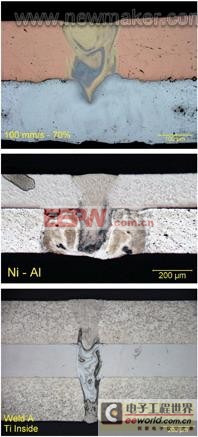
图2、混合金属焊接:Cu-Al, Ni-Al, Ni-Ti-Ni
串联电气连接和巴斯(BUSS)连接通常要求连接非同类的金属。正是在这个领域,激光焊接所特有的高速(100至1000毫米/秒)是其他焊接技术所不能匹敌的。高亮度光纤激光器进一步推动了高速焊接,在焊缝处可实现低热输入和高凝固速度。这种高的冷却速度能有效控制发生在混合金属焊接中的凝固缺陷。最容易产生裂纹的焊缝金属组合是铜与铝,这也恰巧是在锂离子电池中最常用的金属组合之一。高速光纤激光焊接
新型电池 相关文章:
- 美开发新型电池阳极,电池容量及充电速度可提升10倍(04-30)
- 十大新型电池概念设计方案(07-31)
- 电源设计小贴士 1:为您的电源选择正确的工作频率(12-25)
- 用于电压或电流调节的新调节器架构(07-19)
- 超低静态电流电源管理IC延长便携应用工作时间(04-14)
- 电源设计小贴士 2:驾驭噪声电源(01-01)