基于欧姆龙CP1H的桥式抓斗天车控制系统
时间:11-02
来源:互联网
点击:
3 项目实现
3.1 原理设计
经过综合分析与调查,决定对原料库4台抓斗天车实施plc和变频调速技术改造。采用模拟信号联动控制台实现大、小车无级调速;提升采用5级调速;闭合采用2级调速的控制策略;大小车行走、提升、仓门、平台口安全防护等保护装置,均采用非接触感应式开关或光电式行程开关;天车安全防护、逻辑联锁等措施均采用plc程序实现;天车运行、状态等相关信息进行在线显示、记录和存贮等功能。
系统上电后,在无故障反馈情况下,司机室驾驶员通过操作控制台给出运行指令,plc按照一定的指令逻辑关系,控制变频器以一定的速度工作;天车运行全程故障监视,轻故障声光提示,重故障紧急停机。运行数据及历史记录通过rs485串行通讯接口传送到触摸屏用于监视,以便于驾驶员对运行状况能准确的把握,同时也便于工作人员维护。
桥式抓斗天车总系统控制原理如图1所示;天车plc部分控制接线原理如图2~图4所示;大小车变频控制接线原理如图5所示;提升、闭合变频控制接线原理如图6所示。
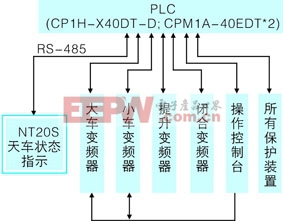
图1 抓斗天车配置与控制系统原理图
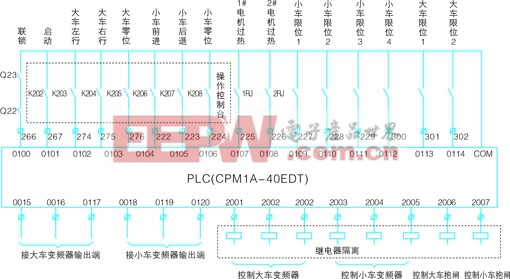
图2 plc与大、小车操作控制台接线图
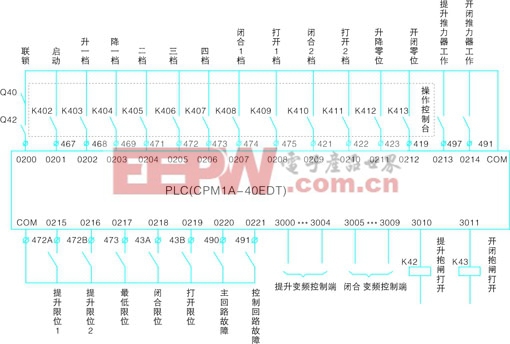
图3 plc与提升、闭合操作控制台接线图
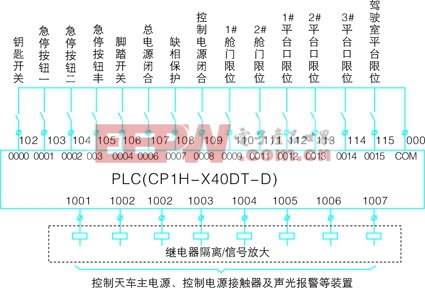
图4 plc与天车保护装置接线图
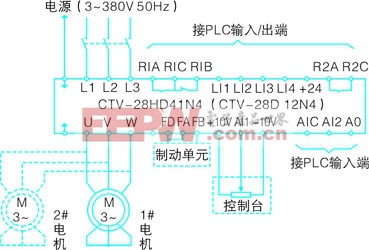
图5 大车、小车变频调速系统接线图
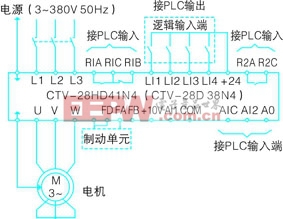
图6 抓斗提升、闭合变频调速系统接线图
3.2 项目评估改造完成后,通过2年的实践运行结果证明,其系统控制和变频调速效果十分理想,达到了改造目的。其效果和特点如下:
(1)电气控制采用plc控制技术,使硬件结构接线简单,简化控制设备、联锁可靠、便于维修、方便调试、降低故障,以提高天车的作业效率。该系统保护功能及档位逻辑控制由plc来精确实现,提高了整套系统的准确档次,实现了可靠性高、保护措施全面、控制灵敏等电气控制系统要求的特点。
(2)实现了抓斗天车的微动和超低速运行,使大、小车定位更准确,方便驾驶人员的操作,天车工作效率得到显著提高。其次,提高了天车的控制技术性能,大幅减少了天车配线,解决了天车频繁发生故障问题,维修成本大幅降低。
(3)采用变频调速技术对大、小车的行走速度,使得调速平滑、定位准确、接线简单、调速性能可靠;超低速控制调速的设计,使天车真正实现了微动控制功能,对实现天车抓料、卸料和运料等作业十分有利。
(4)变频控制电机的起动、调速、换向和制动功能,使天车控制、运行更加平稳、安全、可靠。解决了过去大车、小车滑行距离长、抓料过程中频繁撞坏料仓的问题。
(5)所有电器控制柜均采用密封性良好的密闭柜,解决了原料库恶劣环境、高粉尘对电器元气件的影响。天车电器方面故障降至2—4次/台·月(改造前平均为28—36次/台月)。
(6)完善变的频器保护功能。如过热、过载、过流、过压、缺相、接地等,从而避免设备在不正常状态下天车长时间运行,使拖动电机得到及时保护。
(7) 故障、异常信息可准确、迅速地指示在显示器上,极大地方便了操作、维修人员及时了解和排除故障。
(8)经济效益显著。每台天车改造费用为32万元,改造前由于天车电器故障高,备件损坏率高,每年维修备件消耗费用(包括维护材料费用)一般在12~14万元/台;改造后年均维修费用降为2.5~2.8万元/台。单台天车改造投资可在3年内收回。
4 结束语
用用plc、变频器等器件对我厂炭素原料库4台抓斗天车电气控制系统改造后,天车设备控制水平显著提高,大车拖动系统改进后,实现了大车启动平稳、制动准确、可靠,解决了原来抱闸机械制动不平衡,出现的大车扭动现象。主大、小车拖动系统改进后,实现了超低速控制的要求,提高了桥式抓斗天车抓料作业准确性效率。plc技术的成功应用,使操作控制方便,保护功能完善,互锁功能可靠和方便天车维修工作;欧姆龙plc、变频器等电子产品的完美结合与应用,充分证明了其自动化产品高质量、高性能。
- 控制系统中常见的几种地线详解(10-13)
- STM32激光电源控制系统设计(12-09)
- 电机驱动 控制系统(12-05)
- PC机智能家电控制系统电路设计详解(12-05)
- 工程师需要了解的知识:控制系统的稳定性标准(01-17)
- 基于DSP的变频调速控制系统的软件设计(12-14)