高功率皮秒/飞秒激光器开创应用新天地
用超短脉冲激光实现冷消融、冷切割和冷钻孔,是二十多年来人们一直期望能够在工业应用中实现的一个愿景。在过去十年间进行的一些早期实验中,人们用钛蓝宝石放大器产生超快激光,这些实验已经证明了超短激光脉冲在精密机械加工领域所拥有的巨大潜能。但是对于精密机械加工而言,到底多短的脉冲才能满足精密加工的要求呢?当激光脉冲作用到材料上时会发生怎样的反应?对脉冲与材料的作用时间范围有何要求?
作用原理、作用时间、能量密度
以金属对激光脉冲的吸收为例,其从根本上说是能量从激光脉冲转移到金属材料的电子的一个能量转移过程。对于持续时间为纳秒级的脉冲而言,电子与所处晶格之间会发生一个温度平衡过程,并且最终开始融化材料,直到部分蒸发。
在这个过程中,脉冲越短,能量转移到电子的速度越快。在理想条件下,如果脉冲足够短,那么在电子与晶格之间便没有足够的时间产生温度平衡。接下来,“热电子”(相对于冷晶格而言)有两种方式与晶格作用:在一个特征时间后,来自电子的热量开始向周围的晶格扩散。这种电子-声子弛豫时间是物质的一种属性,其典型值为1~10ps。在大致相同的时间范围内,但稍有些延迟,热电子和晶格之间发生了突然的能量转移,从而导致相位爆炸,即激活体的蒸发。
从上述解释可以得出以下两个基本结论:
1、激光脉冲的持续时间必须足够短,以防止电子与晶格之间发生温度平衡过程。对于金属和大多数其他材料而言,均要求脉冲持续时间在1~10ps之间甚至更短。
2、由于在热扩散和消融之间有一个时间延迟,因此始终会存有残余热量,即使是在脉冲最短的情况下。
因此,冷加工必须定义为在最小的热扩散情况下进行加工,这要求脉冲持续时间在1~10ps之间甚至更短。
虽然皮秒/飞秒激光脉冲较短的持续时间是冷加工的一个必要条件,但是光有足够短的脉冲还远远不够。如果热电子因为过高的激光能量密度而被“过度加热”,那么热扩散效应将较为明显,整个加工过程则会转变为热过程。一般来讲,大约1J/cm2的能量密度,是用皮秒/飞秒激光脉冲进行消融加工、而不会产生能够测量得到的热效应的最佳能量临界点,即此时具有最佳的低热穿透深度。
线性吸收与非线性吸收
然而要实现最佳能量临界点并非易事。除了上述提到的决定热影响的因素外,光学穿透深度决定了激光脉冲的哪个部分在什么深度被吸收。
对于温和消融而言,光穿透深度应该在1micro;m的区域甚至更浅,这主要有三个原因:
1、光穿透深度决定消融深度。深度太大的消融将不再被视为温和消融,因为其将导致粗糙的表面和边缘,特别是对于硬而脆的材料而言,还会有微裂纹产生。
2、若光穿透深度过大,消融过程将变得效率低下,因为大多数激光脉冲可能不能被吸收,能量浪费较大。
3、针对基底的选择性消融材料(如薄膜太阳能电池的绝缘体上的薄膜刻图),光的穿透深度过大可能造成基底材料的损害。
飞秒脉冲和皮秒脉冲的线性吸收所产生的影响往往被忽视,因为脉冲的峰值功率非常高,以至于贯穿多光子过程的非线性吸收相对于线性吸收来讲占据了主导地位。如果上述情况的脉冲持续时间和能量密度的边界条件都得以满足,那么这种说法往往会产生误导。
为了直观地说明这一点,图1给出了硅对能量密度为1J/cm2的脉冲的吸收曲线。 对于持续时间为6ps甚至是更宽的脉冲,线性吸收都绝对超过非线性吸收占据了主导地位。即使脉冲持续时间为500 fs,这种状况也不会改变:非线性吸仍然非常低,以至于无法达到想要的1μm级的光穿透深度。
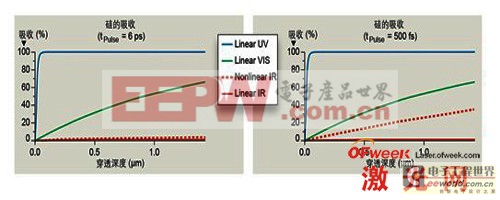
图1 硅对能量密度为1J/cm2的激光脉冲的吸收曲线
对于脉冲持续时间为6ps的脉冲(左图),线性吸收超过了非线性吸收占据主导地位。即使持续时间为500fs(右图)的脉冲,其非线性吸收也非常,以至于无法达到想要的1μm级的光学穿透深度。
选择一个紫外波长,使理论上的最佳性能与实践中的(如用于硅片切割)相同。出于某种目的,在加工硅片中,使用绿光波长可能就足以满足要求。
具有适当能量密度与波长的飞秒脉冲及皮秒脉冲,适合用于那些要求热影响非常小的材料加工应用。此外,对于皮秒脉冲的持续时间而言,产生这些脉冲的技术方法可以大大简化。无需啁啾脉冲放大(CPA)的直接二极管泵浦和放大(功率调整),对于超短脉冲技术在工业市场的成功,是非常必需的。事实上,对于工业微加工领域一种具有成本效益的应用而言,必须将平均输出功率增加到50W甚至更高。
光纤与碟片的结合
20世纪70年代棒状激光器(开始是灯泵浦后来是二极管泵浦)问世。在超越高平均功率对光束质量限制的同时,棒状
- 一种用于光纤激光器泵浦的半导体激光器驱动电源(01-24)
- 半导体激光器电源设计技术汇总(09-04)
- 六大奇特太空构想实验:太阳能电站+高能激光器(04-30)
- 半导体激光器基础知识简介(04-30)
- 激光美容所具备的神奇作用(04-22)
- 基于C8051F020为核心的数字式半导体激光器电源的设计(04-13)