基于PLC实现注塑机的电气控制
近年来汽车、建筑、家用电器、食品、医药等行业对注塑制品日益增长的需要,更推动了注射成型技术水平的发展和提高。从而线路复杂,继电器动作慢、寿命短,系统控制精度差,故障率高的传统采用继电器控制的注塑机被采用PLC控制的系统代替。PLC控制系统可以很好的实现注塑机的各个动作,提高了系统的控制精度和自动化。
2.注塑机液压系统的工作原理及要求
注塑机是将粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将物料向前推进,因螺杆外装有电加热器,将物料熔化成黏液,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注塑机构开始将黏液高压快速注射到模具型腔中,经过一定时间的保压冷却后开模,把成型的塑料制品顶出,便完成了一个动作循环。
对液压系统要求为:合模运动要平稳,两片模具闭合时无冲击;模具闭合后,合模机构应维持闭合压力,以防止注射时将模具冲开。注射后,注射机构应保持注射压力,使塑料充满型腔;预塑进料时,螺杆转动,物料被推至螺杆前端,螺杆与注射机构一起向后退,为使螺杆前端的塑料有一定密度,注射机构必须有一定的后退阻力;系统应设有安全联锁装置以保证安全。
3.注塑机的液压系统动作控制过程
注塑机的一个工作过程要完成快速合模、慢速合模、增压锁模、注射座前进、注射、注射保压、减压放气、再增压、预塑进料、注射座后退、快速开模、慢速开模和系统卸荷。液压原如理图1.
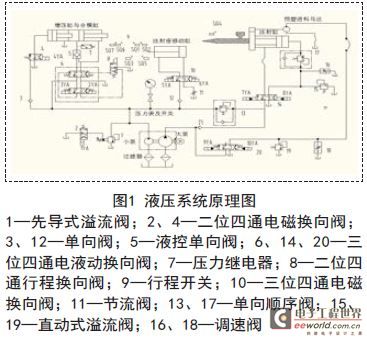
图1中各执行元件的动作循环主要依靠行程开关、时间继电器和压力继电器切换电磁换向阀来实现,各电磁铁动作顺序如表1.

4.传统电气控制与PLC控制
传统电气控制系统主要是通过继电器来控制电磁铁的得电和失电,控制液压系统中油液流通方向,从而实现注塑机的各种工况。由于传动继电器系统使用大量的继电器,控制触点多,且继电器动作慢、寿命短,所以工作过程中存在控制精度差、故障率高、可靠性差、接线复杂、不便于检修等缺点。PLC作为一种面向工业生产的应用型技术,与CAD/CAM、NC技术并称为现代工业的三大支柱技术,被越来越多的人所熟悉和应用。PLC专为在工业现场应用而设计,采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字或模拟的输入、输出接口控制各种类型的机械或生产过程。PLC是微处理技术与传统的继电器接触控制技术相结合的产物,它克服了继电器接触控制系统中机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差等缺点,而且采用了以继电器梯形图为基础的简单指令形式,使程序编写形象、直观、方便易学,调试与查错都很方便。
5.基于PLC的电气控制系统的设计
PLC控制的注塑机控制系统的设计包含硬件设计与软件设计两部分。硬件设计主要是PLC的配置、选型、接线电缆以及输入输出端口的分配情况;软件设计则是注塑机控制程序的编写。
5.1 硬件系统设计
从原理图中可以看出,各缸的行程开关共有7个和三个压力继电器。在实际控制过程中还要设置各种模式的开关,有启动开关SB1、停止开关SB2、回原点模式开关SB3、手动模式开关SB4、单步模式开关SB5、单周期模式开关SB6、连续模式开关SB7,共17个输入元件。输出元件是各换向阀的电磁铁,共10个。在满足控制功能要求和输入输出点数要求的前提下,考虑到今后对系统的维护和扩充使用,要保留一定的裕量,因此我们选用西门子公司的S7-200系列的CPU 226型号的PLC.该型PLC具有24点输入和16电输出接口,能满足注塑机控制系统的控制要求。根据注塑机输入输出点的个数画出I/O口的分配情况,I/O口分配如表2所示。
 根据所选用的PLC型号以及I/O口的分配情况,画出PLC外部的接线图2.
根据所选用的PLC型号以及I/O口的分配情况,画出PLC外部的接线图2.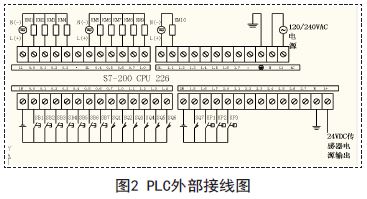
5.2 软件的设计
顺序控制设计法将系统的一个工作周期划分为若干个顺序相连的阶段(步,Step),用编程元件(例如M)来代表各步。
在任何一步内输出量的状态不变,相邻两步输出量总的状态是不同的。使系统由当前步进入下一步的信号称为转换条件。顺序控制设计法用转换条件控制代表各步的编程元件,让它们的状态按一定的顺序变化,然后用代表各步的编程元件去控制输出。由于注塑机是一步一步的按步骤完成其工作过程的,因此我们采用顺序控制设计法,根据注塑机的设计要求、工作原理和工作步骤,得到注塑机的工艺流程,设计出整个PLC控制系统的顺序功能图3.
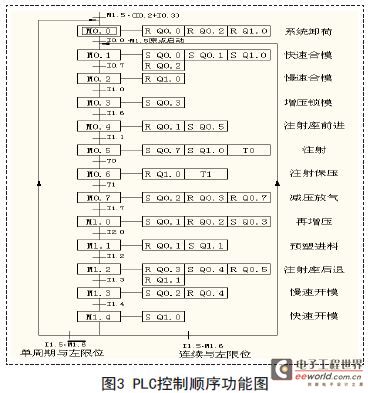
根据顺序功能图,采用所有PLC都具有的数量众多的辅助继电器,应用起保停电路的编程方法,即可得到与之相应的梯形图,并进行仿真校验。程序梯形图如图4.

6.总结
本文采用S7-200 PLC对注塑机电气控制
PLC实现注塑 相关文章:
- 电源设计小贴士 1:为您的电源选择正确的工作频率(12-25)
- 用于电压或电流调节的新调节器架构(07-19)
- 超低静态电流电源管理IC延长便携应用工作时间(04-14)
- 电源设计小贴士 2:驾驭噪声电源(01-01)
- 负载点降压稳压器及其稳定性检查方法(07-19)
- 电源设计小贴士 3:阻尼输入滤波器(第一部分)(01-16)