STM32激光电源控制系统设计
杂控制功能,同时简化激光电源控制部分的硬件结构,增强了自动化程度和功能扩展能力。
(2)人机界面选型。人机界面选用的是型号为FE2070的4线工业电阻触摸屏,用它代替传统的分离式按键控制和液晶显示,用户只要用手指轻轻地触碰显示屏上的图符或文字就能实现对主机的操作,从而使激光电源的人机交互更为直截了当。
2.2 系统硬件组成
系统的控制指令是由CPU 发出的,负责系统的显示和各项控制。STM32F101C8T6 有3 串口:一个连接IGBT控制板,一个连接HMI通信,一个连接PC用于控制系统升级。系统的硬件电路整体结构框图如图1所示。
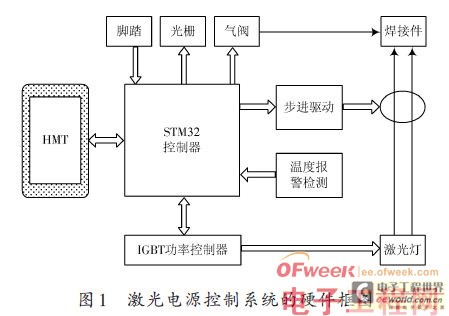
激光器的开启和预燃使用脚踏开关来实现,激光电源开光栅控制即为一个光栅开关,光栅电源的要求是当开机后,踩下脚踏开关,光栅电源就打开。光栅控制通过光耦输出后,通过一个三极管来控制15 V 电源的通断,从而控制光栅的开闭。激光电源中光斑的大小是通过驱动步进电机来实现的,步进电机控制透镜的移动,从而调整激光的焦距,实现光斑调节。硬件电路中,光斑控制通过一个3PIN 插座控制步进电机调节光斑直径,为脉冲方向控制,三个PIN 分别为GND,方向和脉冲。气阀控制用于控制气阀的开启,报警检测主要用于过温检测。
3 软件实现
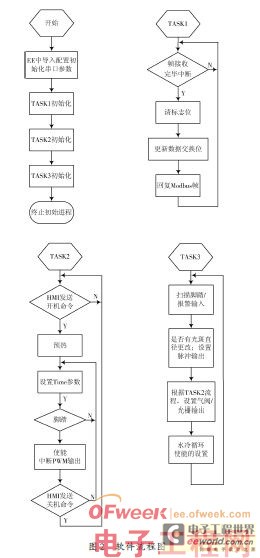
系统软件主要分为三个部分:Modbus RTU 通信处理程序,负责和HMI的通信;操作流程控制,瞬变脉冲的输出;数字输入和输出量的处理;STM32的内部资源、FLASH 容量和SRAM 容量都比51 单片机要丰富,对于本系统,非常适合用实时操作系统进行软件的编写,所以本系统采用了Keil自带的RTX实时操作系统,共开启了4个进程:Task_init(),Task1_Modbus(),Task2_Laser-CTL()和Task3_IO();基本软件流程图如图2所示。
 4 调试结果
4 调试结果
4.1 人机界面控制调试
图3 显示的是系统搭建完成后液晶控制触摸屏上显示调节光斑直径的界面。在该界面上通过增、减调节,在上、下限范围内设置光斑直径的实际值。内部是通过控制步进电机调整透镜位置,调整激光焦距,从而使光斑直径发生改变。

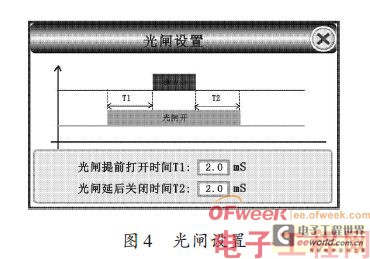
在图3触摸屏界面中,点击“光闸设置”可以进入光闸控制的设置界面,如图4所示,智能光闸控制,ms级时间内的延迟时间可根据需求定制,保证完全遮光,功能稳定,而且操作界面显示和设置都非常友好方便。
设置激光输出参数的界面如图5所示。

共有99组参数设置,可以对15段波形编程,两组参数切换,能满足使用者的各种需求。使用触摸屏控制,人机界面十分友好、操作功能强大,并且可实现用户的远程操作,因为触摸屏可远离激光设备使用。
4.2 脉冲控制调试
针对以上问题,设计的这款激光电源控制器,可以控制每个打出的激光脉冲的功率,并对单个激光脉冲,进行精确分段,每段设置,保证焊点光滑平整。图6是针对某种焊接工件给的激光波形预览。
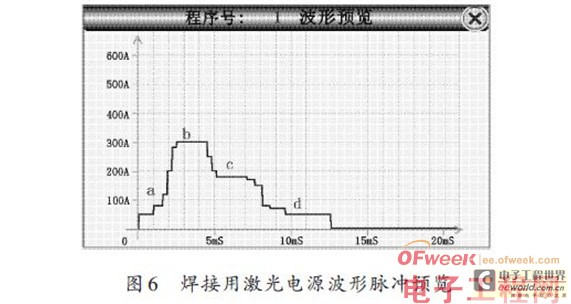
实际使用中,可以根据焊接工件的要求,设计不同的波形和焊接频率,例如针对金属激光切割,可以设置单段很大电路的激光脉冲和高频率的波形。
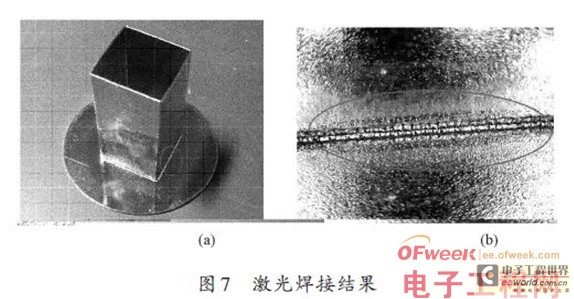
4.3 激光焊接结果
理想的激光电源是提高激光供能系统效率的关键,利用本设计实现的激光电源具有很好的焊接效果。图7是焊接成品图示,从细节图中可以看出焊后外观精美,结合度高,效果理想,很好地实现了设计目的。
5 结语
激光电源的功能扩展控制系统主要针对激光焊接行业设计,具有控制简单、精确度高、稳定性好、符合人机工程学等优点。随着激光焊接行业的蓬勃发展,该系统的成本较低,具有很好的市场优势。
STM32激光电源控制系统设 相关文章:
- 电源设计小贴士 1:为您的电源选择正确的工作频率(12-25)
- 用于电压或电流调节的新调节器架构(07-19)
- 超低静态电流电源管理IC延长便携应用工作时间(04-14)
- 电源设计小贴士 2:驾驭噪声电源(01-01)
- 负载点降压稳压器及其稳定性检查方法(07-19)
- 电源设计小贴士 3:阻尼输入滤波器(第一部分)(01-16)