伺服驱动器可以通过数字输入接口进行位置、速度、扭矩控制的功能:最多可以存储256段包含位置、速度、加速度等控制指令的运动控制程序,可通过多达8个的数字输入信号选择执行不同的运动控制程序,另外ED系列伺服还具有两个可编程设定的数字输出反馈信号,可以通过这两个信号去控制汽缸等外部装置。
3、印花工位控制
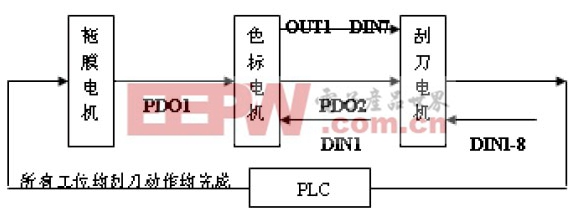
印花工位的控制是整个控制系统的核心,分为色标电机控制和刮刀电机控制两部分,控制要求即是在前一个色印刷完成后,本工位如何通过色标来检查误差,然后把这个误差传输到刮刀电机,由刮刀电机来补偿这个误差,由此来实现准确的套色。
a) 色标补偿电机控制:
色标补偿电机的控制采用绝对定位模式和3模式来完成,在拖膜完成后,PLC通过CAN总线发送PDO命令到色标伺服驱动器,然后色标伺服驱动器即控制误差补偿步进电机以绝对定位的方式运行到目标位置,然后自动切换成3模式返回,返回过程中检查到色标,即停止运行,同时记录下误差;
b) 刮刀电机控制:
刮刀电机的控制采用绝对定位模式,刮刀长度、刮刀速度均通过CAN传送给伺服驱动器。刮刀目标位置由色标补偿伺服驱动器把检测到的误差通过CAN总线传递给刮刀伺服,然后由刮刀伺服自动计算出电机运行目标位置,这个计算过程直接由工位上的两台伺服完成,无需PLC参与计算。刮板动作的开始与停止均通过PLC发送PDO来实现;
c) 刮板气缸控制:
刮板气缸的启动和停止通过PLC来完成,但气缸的状态则由伺服驱动器自身所带DI接收,然后通过CAN传送给PLC;
4、系统每个印花工位控制流程图
所有工位均刮刀动作均完成
PDO1:拖膜伺服走完定长后,需要给每个工位的色标电机启动运行信号,发送内容为0X6041、0X2170,色标伺服收到信息后则触发SEQUENCE(伺服内部程序段,ED伺服内部可编写256段程序)进入查找色标状态;
PDO2:色标伺服在找到色标后,把实际位置和输入状态发送到刮刀伺服驱动器(即当前位置值 0X6063、输入端状态(0X2170),刮刀伺服通过接收0X6063并计算得到所实际的误差值,再在刮刀电机目标位置上加上该误差,得到新的刮刀电机的目标位置;而0X2170的作用是触发刮刀电机进入刮刀工作模式;当然0X2170也可以通过硬件方式实现,即色标电机找到色标后,输出一个OUT信号,再把这个OUT信号连接到刮刀电机的输入端,通过输入端去触发一个SEQUENCE使电机进入刮刀模式;
5 CAN总线解决方案为客户带来的直接好处:
b) 采用总线控制方式,由伺服直接通过PDO进行交换,减少了PLC之间的数据交换时间,系统循环时间大幅降低,生产效率得到大幅提高,比以前采用多PLC的方式提高20%;
c) 印刷精度比以前提高1倍;
d) 采用远程I/O,极大的减少了系统布线,降低了系统故障率;
e) 系统扩展能力大幅增强,可以很方便增加印刷工位;
f) 开放式系统,客户可以根据自身需求来更换系统部件;
g) 总线式结构、智能式伺服驱动器,可以很方便监控系统各个工位的运行状态;
6 CAN总线解决方案比传统方案的优势:
a) 效率更高、速度更快:采用数字伺服控制控制、驱动技术,伺服能够工作在加速、运速、减速三种模式下;由于采用总线,系统的协调性更好,减去了很多中间数据传输环节,从而极大的提高了印刷速度;
b) 实时性更强:由于采用CAN总线通讯,通讯波特率能够高达1M,因此系统的实时响应能力得到了很大的提升,主站与各个工位之间数据通讯更流畅、更及时;
c) 减少工作量:整个系统采用一个主PLC控制,PLC只需要把所要传输的数据发送到总线上,每个工位的从站(伺服驱动器)会自动接收所需要的数据并自动进行处理,因此极大的减少了工程的编程和维护量;
d) 便于系统扩展:采用了CAN总线方案,系统中所有设备均连接到总线上,由主PLC进行调度,如果不需要某个工位或者要添加一个工位,那么只需把工位上的伺服驱动器折掉或连接到总线上,而不需添加别的任何控制设备,程序的改动量也很少,从而有效地减少客户开支;
e) 节约成本:省去了各个工位的控制器及其他相关设备,因此系统的成本得到了有效降低,同时PLC具有以太网、电话线接口,可以远程诊断和维护,坚信系统维护成本;
f) 可靠性增强:CAN总线具有强大的容错、监控、错误处理能力,可以很轻易的发现问题的所在,并能自动处理出现的各种故障并及时显示各个节点所出现的报警信息,如果其中一个节点出现问题,只需更换该节点即可;
g) 网络化管理:PLC具有以太网接口,可以接入上层管理网络(比如ERP),实现管理层对现场设备的监控,可以根据生产线情况安排生产调度,进而实现清晰和有效的计划管理;
h) 控制更灵活:ED系列驱动器是智能化伺服驱动器,具有很强的可编程能力,并具有DI/DO,是一个带PLC功能的伺服驱动器,可以满足一些小型场合的应用,一些I/O点可以直接接入驱动器进行处理,而不需PLC参与,为系统节省了大量I/O点;
|