10K/100K 梯形音量控制器加工DIY
音响器材绝少不了音量控制器!音量控制器通常是一个可变电阻,用电阻分压电路将输入讯号衰减下来,达到控制音量的目的。
传统的音量控制器通常是用碳膜或金属皮膜电阻制作成片状,以具有弹性的接触片在片状电阻上滑动。如果是二声道或四声道的音响,便须要使用双联或四联的联动型可变电阻才行。
基于传统可变电阻的种种问题,使用开关来取代可变电阻,做为音量控制器是一个很不错的解决方案!毕竟,开关接点的阻抗远远小于音量控制的分压电路的阻抗,就算用久了接点会有些磨损,也只是接点阻抗稍有变化而以,并不至于会影响分压电路的比例。

用精密的固定电阻做成分压电路,每一级的分压比例都可以很精确,完全解决传统可变电阻联动误差的问题。通常,级进音量控制器是由23段旋转式波段开关构成。以其电阻的分压方式,可分成串列型Serial Type、梯子型Ladder Type和分流型Shunt Type。
接下来,我就介绍一下10K/100K Ladder Type 音量控制器加工步骤:
1、将23段旋转开关由位置1顺时针转半圈(约 11~12 格)。开关弹片位置不要在位置1上,以免弹片在焊圆焊针时使接点歪掉。

|
|


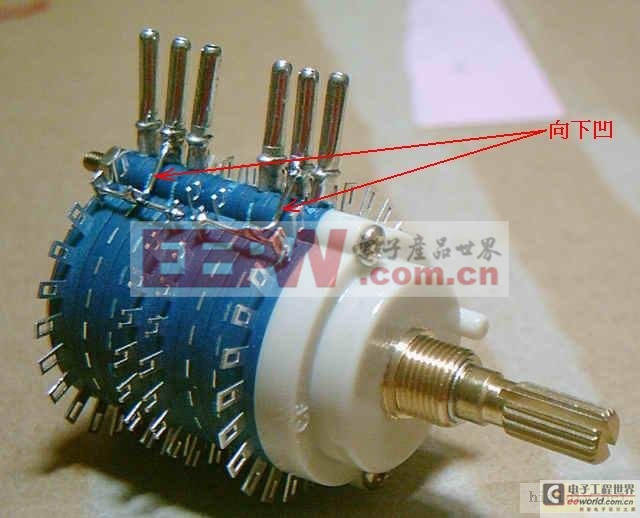
2、焊圆焊针,将圆焊针下方连凸起的部分用钳子夹扁一些,套在开关的接点上,剪一小段銲锡插入圆焊针的洞内,然后用烙铁加热,让焊锡在圆焊针内部熔化,跟开关的接点焊接起来(动作要快以免塑胶融化):


3、将开关四层接点靠中间的两圈接点从孔的中间偏上一点剪断,位置1的接点不剪。

4、焊位置23及OUT 接点的跳线。
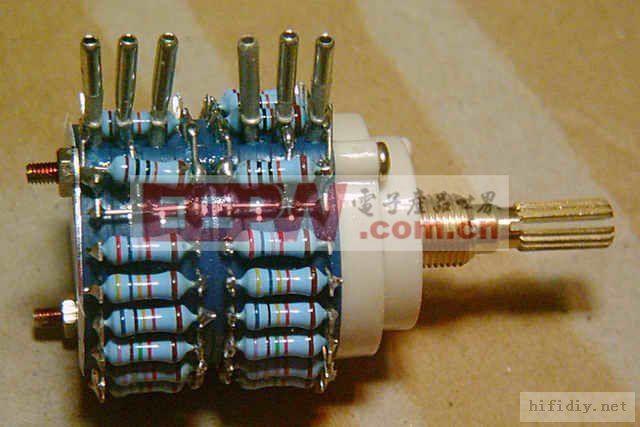
5、修剪所有Ra(两端引脚为1mm):

6、依序焊上Ra。位置1的电阻焊在位置24上,然后焊跳线连接到位置1。
7、用电表欧姆档(10K的VR为20K档,100K的VR为200K档),探棒一个夹在圆焊针IN,另一个夹在圆焊针OUT,转动开关,由位置1顺时针转,测量每一个位置的电阻是否焊好,阻值是否由大到小。
8、依照阻值(100K的VR则为治具上阻值的十倍)标示,插上Rb。

9、铜线先在瓶口绕成圆圈,一端折弯,套在治具上,圈住 Rb,铜线折弯的一端则插入治具的洞中。
10、朝外折弯 Rb 的引脚,压住铜线,将 Rb 銲在铜线上,由于要从外侧将电阻引脚剪平,所以尽量焊在内侧。
11、翻转治具,将电阻引脚与铜线剪成和治具齐平。
12、拔出焊好的电阻,将铜线上的电阻引脚从外侧剪成和铜线边缘齐平。

13、套上圆形木片,对准中心点,折弯电阻引脚。

14、拆掉圆形木片,套上焊好Ra电阻的开关,对准位置焊上。(注意两圈电阻是对称的,位置不可弄错)
15、将折弯的铜线焊在GND 的圆焊针上。

16、焊上1/8W小电阻在铜线和 IN 圆焊针上。(10K VR小电阻为100K,100K VR小电阻为1M)
17、用电表欧姆档接 IN 和 GND 圆焊针,转动开关测量每个位置的阻值。10K VR每个位置阻值都在8.9K~9.1K之间,100K VR每个位置阻值都在 89K~91K 之间。
18、贴上标签。
19、套上垫圈,旋好螺母。
20、完成。

梯形 音量控制器 加工 DIY 音响 电路 制作 相关文章:
- 解决广角镜头梯形失真及桶形失真的技术研究(11-25)
- 新日本无线开发出按键式电子音量控制器(04-16)
- 基于CPLD的数字式大功率激光驱动电源设计(07-17)
- 影响激光切割精度的要素(09-07)
- 专用晶圆加工工艺实现高性能模拟IC(02-15)
- 手机外壳的Pro/E模具设计与Master CAM数控加工(10-16)