基于微磁理论的镀层工件裂纹检测仪
基于微磁理论的镀层工件裂纹检测仪
以具有镀层的铁磁零部件的裂纹检测为背景,阐述了微磁裂纹检测仪的主要原理、裂纹特征二次梯度提取及裂纹检测的实现。
关键词:镀层零件;微磁检测;二次梯度
Instrument of Testing Crack for the Parts with Plating Layer Bas ed?on Micro?magnetic Theory
CHEN Guiqin1, XU Zhangsui2, WANG Feng2, ZHOU Hailin2
(1.Hebei Higher Special School of Engineering, Cangzhou 0 61001, China;
2.Ordnance Engineering College, Shijiazhuang 050003, China)
Key words: parts with plating layer; micro?magnetic detection; double gradient
由材料的微观磁特性可知:(1)当外加机械应力时,会使材料中的晶格组织发生变化。在损伤区边缘出现附加磁极,产生磁荷聚集,形成磁场,材料对外显示磁性。缺陷不再扩展,其缺陷磁场强度保持不变。(2)当材料内部存在裂纹、夹杂等缺陷时,也会破坏原来的晶格,形成累计磁场,对外显磁性。
因此在内应力集中或缺陷集中的地方,金属导磁率下降,形成一内部磁源。这一内部磁源向金属表面传递,形成泄漏磁场,其切向分量最大,法向分量具有从正过零到负的变化过程。
金属构件缺陷的存在,就一定产生磁畴固定结点,形成内部磁场。这种磁场十分微弱,按微磁学原理称为微磁点,其检测过程称为微磁检测。
裂纹磁畴结点磁场按静态磁场的特点向材料表面传递。设裂纹呈V形,宽度为2b,深度为d,长度为L,铁磁材料相对磁导率为μr(如图1所示)。当磁场通过两种介质分界面时,磁感应强度的法向分量是连续的。因此磁场由铁磁区(区域1)进入空气(由于铬与空气的导磁率都近似为1,可认为是一个区域,记为区域2)有:

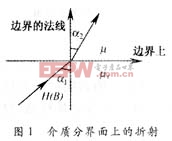

由文献[5],对如图2所示V形裂纹,磁偶极子在测试点P处产生的磁场其垂直分量为:

3裂纹特征提取
由式(2)作出的模拟裂纹微磁水平、垂直分量的波形如图3所示。
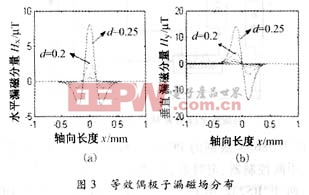
(1)裂纹磁场垂直分量H?y具有正峰和负峰值,峰—峰值随裂纹的深度增加而增大(峰—峰间的变化梯度增大)。当梯度大于某一阈值时,存在裂纹。
(2)裂纹水平分量具有单峰,峰值随裂纹深度增加而增大。磁场的二次梯度反映了磁场变化的程度。只有在磁场变化非常剧烈的地方,二次梯度的峰值才会很突出。当二次梯度大于某一阈值时,裂纹存在,且随着裂纹深度增加,二次梯度增大。
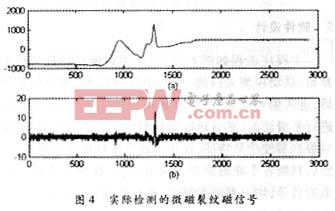
根据上述特点可提取裂纹特征(图4)。图4(a)为实际检测的信号,(b)为二次梯度信号。由图可见,二次梯度大的信号可判断为裂纹信号。
仪器系统由传感装置、自适应扫描装置、采样控制器、信号预处理器、计算机、驱动装置等组成,如图5所示。
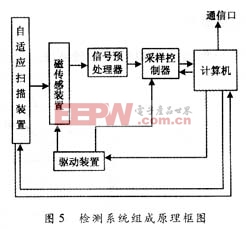
磁传感装置在驱动装置带动下,沿工件表面运动,测取缺陷磁信号,并转化为电信号输出到信号预处理器;信号预处理器对信号进行放大、滤波,再经采样控制器变成数字信号,送计算机;计算机对上述各部分实施控制,同时对接收的信号进行数字滤波、信号分析、裂纹特征提取、定量计算、显示记录,实现裂纹微磁定量检测。驱动装置受控于计算机,它的两个输出驱动轴分别接采样控制器和磁传感装置,使之联动。在强变化环境磁场干扰时,计算机控制复位电路消除强变化环境磁场干扰。
 ?
?
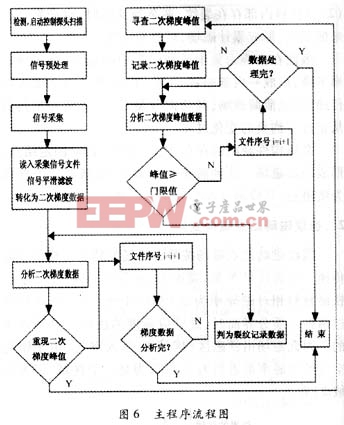
主程序流程如图6所示,采用智能化设计。检测开始,启动探测头扫描,检测信号经放大、滤波预处理后,进入信号采集,将信号转换为数字信号,送计算机进行平滑滤波,然后转换为信号变化二次梯度数据;随后根据裂纹信号特征,首先寻找二次梯度变化峰值点,然后判断各个峰值是否≥阀值,凡二次梯度峰值≥阀值的信号,均可判断为裂纹;对判断为裂纹的信号数据进行记录、显示。
根据上述原理研制的智能微磁裂纹检测仪,可检出微米级裂纹,实现了裂纹定量检测,检测工艺简便,工效高。
- 12位串行A/D转换器MAX187的应用(10-06)
- AGC中频放大器设计(下)(10-07)
- 低功耗、3V工作电压、精度0.05% 的A/D变换器(10-09)
- PIC16C5X单片机睡眠状态的键唤醒方法(11-16)
- 用简化方法对高可用性系统中的电源进行数字化管理(10-02)
- 利用GM6801实现智能快速充电器设计(11-20)