SINAMICS SM150在厚板轧机主传动中的应用
时间:01-27
来源:互联网
点击:
5 sm150 的系统调试
sm150系统的调试需要具备一定的专业知识并经过相关的技术培训。sm150系统的调试需要一定的软件环境,包括step7、simotion scout、simotion dcc(cfc for simotion)、wincc flexible、drive es等。
调试准备。主要包括软件环境的搭建、sm150固件版本的确认、cf卡内容的检查确认及备份、项目的创建、调试工具的准备、调试所需数据及资料的准备等。
初步检查调试。初步调试的主要内容包括柜内开关、熔断器、辅助电源的检查;电缆的标识;控制回路送电后各单元的状态检查;系统网络的搭建及连接测试;psa stamp;acx数据的上装与下载;系统配置拓扑图的检查;单元设备固件的更新;软件的保护;工程库的安装;运行时序的配置;整流单元通讯字的配置等。
功率柜的检查。主要包括功率柜门的检查及柜内控制部分的检查测试;接地开关的检查测试;绝缘测试(变压器出线侧及电动机绕组等的绝缘测试)等。
整流单元的调试。在测试模式下调试辅助风机、门触发电压、线路开关、短路开关、预充电系统等;高压送电后相位角的测量、电气角度偏移量的计算与补偿等;系统的辨识,主要包括触发脉冲的移相与增益、变压器的短路容量、直流母线连接电容的辨识、能量回馈的辨识、直流母线电压的辨识等;预控系统的调试;控制单元间通讯的调试等。
电机模块的调试。主要包括电机参数的设定;测速编码器参数的设定;转子电气位置的定位;传动系统调速模式的设定;机械因子的设定;励磁系统的调试;矢量控制的相关设置;各种限幅及保护值的设定;实际值得标定;本地操作的相关设置;弱磁范围的调试;系统性能的优化调试等。
与自动化系统的联合调试。主要包括两者间的通讯调试、接口表的测试、转子定位、负荷平衡、雪橇板控制、pda、故障信息等。
6 结束语
sm150中压变频装置在厚板产线应用两年来运行稳定,动静态性能良好,故障率低,维护量小且维护方便,能够满足厚板产线主传动的生产工艺要求。(网络)
SIEMENS 6RA70在热轧立辊传动中的应用
1引言
日钢1580热轧带钢厂立辊轧机主传动采用上传动型式,位于轧机中心线两侧的主电机分别通过一级锥齿轮和一级圆柱齿轮减速器传动十字型万向接轴,驱动辊子进行轧制。左右两侧传动在第一级的锥齿轮轴间用联轴器连接,保证速度同步,2台电机均带脉冲发生器,可用于速度控制,并配以西门子装置对装置协议来实现两台直流电机的主、从同步运行,不但保证了速度同步控制,而且有效的保护了机械机构,取得了令人满意的效果(见图1)。
注:1.主电机+编码器(plg);2.联轴器(ⅱ);3.一级锥齿轮付(i=1.955);4.一级圆柱斜齿轮付(i=3.524);5.十字万向接轴;6.联轴器(ⅲ);7.轧辊;8.接近开关。
根据主电机四象限工作的特点,电机调速系统采用整流变压器+国产大容量晶闸管与西门子6ra70全数字直流调速器组合组成。一套6相反并联晶闸管整流装置由一台6ra70调速器控制触发角,称之为“小触大”模式,既采用小容量6ra70(电枢电流30a,励磁电流5a,四象限工作)一台作基本控制单元,触发大容量晶闸管(最大2500a)。两立辊直流电机功率分别是1200kw,其设备构成:一台两裂解整流变压器、两组进线开关柜、两套6ra70与晶闸管组合(两台6ra70分别作主、从调速器)。
图2为西门子6ra70控制柜部分,图3为经过“小触大”技术改造后的功率柜部分(输出额定电枢电流4000a)。
传动系统与自动化系统间采用点对点信号交换,完成全线的速度分配功能和通过profibus-dp网进行信息交换,完成如正反转信号、使能信号、点动信号及速度联调、电流、速度实际值检测信号、故障信号等。
两组电控系统各配置了一台s7-200控制器,完成其内、外部连锁保护及相应的操作功能,包括:直流全数字传动系统操作联锁,现场辅助设备条件联锁,如润滑、通风水冷却。
3 装置主从同步控制方案
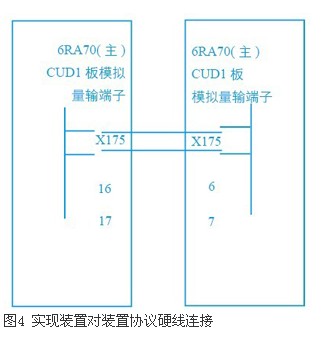
在两个电机严格机械耦合的情况下,操作侧电机为主控制采用速度+电流双闭环控制,传动侧电机为从采用转矩控制,从动装置的斜坡函数发生器和速度调节器不使用,仅仅使用电流调节器。主调节器cudi板x175端子16\17连接两芯屏蔽电缆到从调节器cudi板x174端子6\7,实现装置对装置协议硬线连接,如图4所示。
sm150系统的调试需要具备一定的专业知识并经过相关的技术培训。sm150系统的调试需要一定的软件环境,包括step7、simotion scout、simotion dcc(cfc for simotion)、wincc flexible、drive es等。
调试准备。主要包括软件环境的搭建、sm150固件版本的确认、cf卡内容的检查确认及备份、项目的创建、调试工具的准备、调试所需数据及资料的准备等。
初步检查调试。初步调试的主要内容包括柜内开关、熔断器、辅助电源的检查;电缆的标识;控制回路送电后各单元的状态检查;系统网络的搭建及连接测试;psa stamp;acx数据的上装与下载;系统配置拓扑图的检查;单元设备固件的更新;软件的保护;工程库的安装;运行时序的配置;整流单元通讯字的配置等。
功率柜的检查。主要包括功率柜门的检查及柜内控制部分的检查测试;接地开关的检查测试;绝缘测试(变压器出线侧及电动机绕组等的绝缘测试)等。
整流单元的调试。在测试模式下调试辅助风机、门触发电压、线路开关、短路开关、预充电系统等;高压送电后相位角的测量、电气角度偏移量的计算与补偿等;系统的辨识,主要包括触发脉冲的移相与增益、变压器的短路容量、直流母线连接电容的辨识、能量回馈的辨识、直流母线电压的辨识等;预控系统的调试;控制单元间通讯的调试等。
电机模块的调试。主要包括电机参数的设定;测速编码器参数的设定;转子电气位置的定位;传动系统调速模式的设定;机械因子的设定;励磁系统的调试;矢量控制的相关设置;各种限幅及保护值的设定;实际值得标定;本地操作的相关设置;弱磁范围的调试;系统性能的优化调试等。
与自动化系统的联合调试。主要包括两者间的通讯调试、接口表的测试、转子定位、负荷平衡、雪橇板控制、pda、故障信息等。
6 结束语
sm150中压变频装置在厚板产线应用两年来运行稳定,动静态性能良好,故障率低,维护量小且维护方便,能够满足厚板产线主传动的生产工艺要求。(网络)
SIEMENS 6RA70在热轧立辊传动中的应用
1引言
日钢1580热轧带钢厂立辊轧机主传动采用上传动型式,位于轧机中心线两侧的主电机分别通过一级锥齿轮和一级圆柱齿轮减速器传动十字型万向接轴,驱动辊子进行轧制。左右两侧传动在第一级的锥齿轮轴间用联轴器连接,保证速度同步,2台电机均带脉冲发生器,可用于速度控制,并配以西门子装置对装置协议来实现两台直流电机的主、从同步运行,不但保证了速度同步控制,而且有效的保护了机械机构,取得了令人满意的效果(见图1)。
注:1.主电机+编码器(plg);2.联轴器(ⅱ);3.一级锥齿轮付(i=1.955);4.一级圆柱斜齿轮付(i=3.524);5.十字万向接轴;6.联轴器(ⅲ);7.轧辊;8.接近开关。
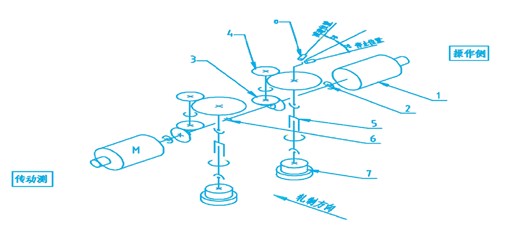
图1 e1立辊轧机主传动筒图
2 系统组成根据主电机四象限工作的特点,电机调速系统采用整流变压器+国产大容量晶闸管与西门子6ra70全数字直流调速器组合组成。一套6相反并联晶闸管整流装置由一台6ra70调速器控制触发角,称之为“小触大”模式,既采用小容量6ra70(电枢电流30a,励磁电流5a,四象限工作)一台作基本控制单元,触发大容量晶闸管(最大2500a)。两立辊直流电机功率分别是1200kw,其设备构成:一台两裂解整流变压器、两组进线开关柜、两套6ra70与晶闸管组合(两台6ra70分别作主、从调速器)。
图2为西门子6ra70控制柜部分,图3为经过“小触大”技术改造后的功率柜部分(输出额定电枢电流4000a)。
传动系统与自动化系统间采用点对点信号交换,完成全线的速度分配功能和通过profibus-dp网进行信息交换,完成如正反转信号、使能信号、点动信号及速度联调、电流、速度实际值检测信号、故障信号等。
两组电控系统各配置了一台s7-200控制器,完成其内、外部连锁保护及相应的操作功能,包括:直流全数字传动系统操作联锁,现场辅助设备条件联锁,如润滑、通风水冷却。
3 装置主从同步控制方案
在两个电机严格机械耦合的情况下,操作侧电机为主控制采用速度+电流双闭环控制,传动侧电机为从采用转矩控制,从动装置的斜坡函数发生器和速度调节器不使用,仅仅使用电流调节器。主调节器cudi板x175端子16\17连接两芯屏蔽电缆到从调节器cudi板x174端子6\7,实现装置对装置协议硬线连接,如图4所示。
主调速器参数设定:p755=141. 连接器k0141(
电力电子 电压 逆变器 电动机 电流 变压器 自动化 电容 编码器 连接器 相关文章:
- 基于DSP高精度伺服位置环设计(06-21)
- 基于DSP的工业缝纫机控制系统设计(09-23)
- LED日光灯设计方案(12-22)
- 用FPGA平台实现工业电机最大效率(12-24)
- 2 kW有源功率因数校正电路设计(03-12)
- 低压配电系统中的静止无功发生器设计(03-26)