用于机器视觉中的LED数码管光学检测方案
时间:10-06
来源:互联网
点击:
5 软件设计
(1) 设计原理
在wit中通过动态采集led的图像后,首先对其进行二值化,以blob算法找出其中每一字段的位置,然后根据这些位置参数读出每个像素的所有参数。通过求得blob内的所有像素的灰度平均值。
(2) 软件流程图(如图3所示)
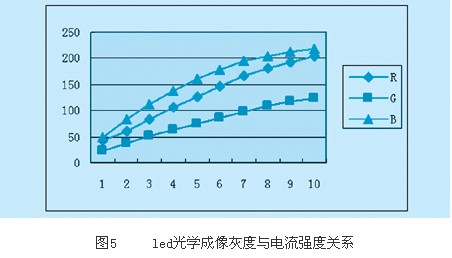
对r、g、b三种不同颜色led进行了测试,实验结果(如图5)表明,运行结果能满足led产品检测要求。以下几个问题值得注意:检测对外部条件要求较高,应在暗室或遮光罩内进行,避免杂光噪音的干扰;电子快门和暴光时间不能过长,应保证视场中最亮部分的灰度值不大于255;相机的自动增益功能须设为off,手动增益设为0;为保证ccd不饱和,可在ccd前加衰减片;电子快门和暴光时间不能过短,应保证视场中最暗部分的灰度值大于二值化阈值。
随着机器视觉技术的迅速发展,传统的生产线上的人眼目视检测将越来越多的被机器视觉系统所取代,构建适合其应用的机器视觉系统,必将在很大程度上提高产品的质量控制以及生产效率。
(1) 设计原理
在wit中通过动态采集led的图像后,首先对其进行二值化,以blob算法找出其中每一字段的位置,然后根据这些位置参数读出每个像素的所有参数。通过求得blob内的所有像素的灰度平均值。
(2) 软件流程图(如图3所示)


对r、g、b三种不同颜色led进行了测试,实验结果(如图5)表明,运行结果能满足led产品检测要求。以下几个问题值得注意:检测对外部条件要求较高,应在暗室或遮光罩内进行,避免杂光噪音的干扰;电子快门和暴光时间不能过长,应保证视场中最亮部分的灰度值不大于255;相机的自动增益功能须设为off,手动增益设为0;为保证ccd不饱和,可在ccd前加衰减片;电子快门和暴光时间不能过短,应保证视场中最暗部分的灰度值大于二值化阈值。
随着机器视觉技术的迅速发展,传统的生产线上的人眼目视检测将越来越多的被机器视觉系统所取代,构建适合其应用的机器视觉系统,必将在很大程度上提高产品的质量控制以及生产效率。
- 多视觉传感器CAN总线检测系统的设计(07-24)
- 基于TMS320DM642的AVS实时解码软件优化(07-31)
- 基于机器视觉的BGA连接器焊球检测(08-07)
- 打孔机影像定位系统设计(09-11)
- PAC平台为石油天然气行业提供新的测控解决方案(09-20)
- 基于AdvancedTCA架构的机器视觉高端应用计算机平台(AVP)(09-21)