艾默生CT变频器鞍钢集团应用案例集锦
时间:04-30
来源:互联网
点击:
4 加热炉工作区辊道变频器应用
加热炉工作区辊道驱动工艺流程:装料辊道――上料推钢机――入炉推钢机――加热炉加热――出钢机――出料辊道。
4.1辊道驱动方案
整套工艺流程采用顺序起动操作顺序,上位机采用PROFIBUS-DP总线控制变频器,SM-PROFIBUS-DP总线与总线适配器TDS-PA01通讯控制变频器,精准控制电机的转速。PROFIBUS-DP总线通过对TD3000变频器“状态字”读取,来调整“控制字”的发送,使其装料滚道、出料滚道同步有序运行,如图3所示。
4.2多电机同步驱动系统配置
辊道是把钢坯运送到加热炉中进行加热在把钢坯运出的联动运送设备,选用艾默生CT TD3000系列变频器驱动多台电机同时同步工作,验证矢量控制的精度,通过PROFIBUS-DP总线控制。加热炉是对钢坯进行预热及达到均匀受热。提高加热处理的效果,提高产品质量。提高表面的加热的退火(正火)后组织与确度均匀,加热过程中使钢的组织结构得到更好的完善,优化钢坯的质量。加热炉工作区辊道变频器配置如表2所示。艾默生CT变频器在鞍钢新轧钢冷轧1#、3#生产线工程轧机乳液装置改造中应用EV2000-4T2800变频器 6台。
5 结束语
艾默生CT变频器在鞍钢集团公司的应用,充分的满足了生产工艺和机械设备的要求,显示变频器优越的性能和极高的可靠性,得到用户的好评与赞誉。丰富的规模化案例应用体现了艾默生CT变频器从小功率单元到大功率模块式驱动技术的成熟,展示出大型驱动技术供应商的大规模工业解决方案的品牌集成优势。
来源:电子工程网
加热炉工作区辊道驱动工艺流程:装料辊道――上料推钢机――入炉推钢机――加热炉加热――出钢机――出料辊道。
4.1辊道驱动方案
整套工艺流程采用顺序起动操作顺序,上位机采用PROFIBUS-DP总线控制变频器,SM-PROFIBUS-DP总线与总线适配器TDS-PA01通讯控制变频器,精准控制电机的转速。PROFIBUS-DP总线通过对TD3000变频器“状态字”读取,来调整“控制字”的发送,使其装料滚道、出料滚道同步有序运行,如图3所示。
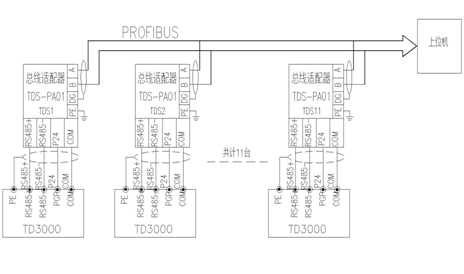
图3 辊道变频驱动自动化系统
4.2多电机同步驱动系统配置
辊道是把钢坯运送到加热炉中进行加热在把钢坯运出的联动运送设备,选用艾默生CT TD3000系列变频器驱动多台电机同时同步工作,验证矢量控制的精度,通过PROFIBUS-DP总线控制。加热炉是对钢坯进行预热及达到均匀受热。提高加热处理的效果,提高产品质量。提高表面的加热的退火(正火)后组织与确度均匀,加热过程中使钢的组织结构得到更好的完善,优化钢坯的质量。加热炉工作区辊道变频器配置如表2所示。艾默生CT变频器在鞍钢新轧钢冷轧1#、3#生产线工程轧机乳液装置改造中应用EV2000-4T2800变频器 6台。

5 结束语
艾默生CT变频器在鞍钢集团公司的应用,充分的满足了生产工艺和机械设备的要求,显示变频器优越的性能和极高的可靠性,得到用户的好评与赞誉。丰富的规模化案例应用体现了艾默生CT变频器从小功率单元到大功率模块式驱动技术的成熟,展示出大型驱动技术供应商的大规模工业解决方案的品牌集成优势。
来源:电子工程网
- 家居安防无线监控报警系统(04-02)
- 提高实时系统数据采集质量的研究(04-09)
- 基于MSP430及PROFIBUS的监测子站设计(06-12)
- LED开始成为街道照明应用的最佳选择(07-13)
- 一种变频调速系统的SVPWM控制设计(02-03)
- 智能路灯控制系统设计与应用研究(03-24)