可编程计算机控制器及其在塑料挤出机中的应用
时间:04-09
来源:互联网
点击:
4 PCC控制系统
注塑机控制系统是根据其工作原理, 按照注塑工艺流程, 通过PCC对注塑机现场各传感元件的控制和对有关执行部件的控制, 实现对不同塑料在注射成型各工艺的自动控制以及自动监测和保护。
本控制系统采用某工业自动化公司的2000 系列产品中的B&R2005 型, 它是一种紧凑型产品,其结构是采用模块式, 所有模块尺寸均相同, 可灵活自由地通过设定组合插拔来扩展系统。采用的主要模块有: CPU152(CPU) 、ME963(应用存储器) 、PS792(电源模块) 、DI477(数字量输入模块) 、DO480( 数字量输出模块) 、AI775( 模拟量输入模块) 、AT350(温度输入模块) 、AO775(模拟量输出模块) 、DI164(LCD 显示模块) 以及基板等。PCC 整个控制系统的组成如图3 所示。
控制系统中设有调模、手动注塑、半自动注塑和全自动注塑几种工作方式。工作方式选择由旋转开关通过PCC 的I/ O 接口电路传送至系统。系统中有20 多个行程开关,行程开关采用霍尔元件,其优点是非接触电磁感应,调整方便可靠。这些行程信息也是经隔离电路及PCC 的I/ O 接口电路传送至系统。系统中有17 个电磁铁,分别控制不同的注塑动作。输出的控制信号经PCC 的I/ O 接口和隔离电路控制17 个电磁铁的通电与断电。
控制系统的软件采用模块程序结构,其程序结构如图4 所示。
图4 中控制程序主要分为8 个模块,各模块的作用如下: ①初始化模块: 主要完成A/ D、D/ A 模块、各数据区的初始化工作;②数据采集模块:主要完成模拟量采集、滤波等工作; ③自动控制及处理模块: 主要完成注塑机的多种加工过程自动控制;④故障诊断及处理模块:主要完成对故障巡检报警及相应处理;⑤手动控制及处理模块: 主要用于系统过程的单步动作控制;⑥停止处理模块: 处理停止信息; ⑦人机对话模块: 主要完成接受控制参数和显示参数的功能。
具体每一模块的控制程序可根据控制信号流程、控制要求和实现方法采用PLC2000 高级语言来编制。
5 结束语
用PCC 控制取代目前在注塑机上大量采用的独立温度控制系统和所有的开关量控制,实现对若干典型的故障现象的自动保护、提示、报警,包括上下限报警、正负偏差报警、报警不灵敏区预设。依据原料及产品的特点对注塑机的工艺进行控制,实时监测和显示生产流程,并对温度、压力、位置等连续变量进行闭环控制,对行程、阀门、泵等开关量进行逻辑顺序控制等,大幅度提高了注塑机的生产效率, 其性能和易操作性也会有较大的改善, 具有较高的实用价值。
注塑机控制系统是根据其工作原理, 按照注塑工艺流程, 通过PCC对注塑机现场各传感元件的控制和对有关执行部件的控制, 实现对不同塑料在注射成型各工艺的自动控制以及自动监测和保护。
本控制系统采用某工业自动化公司的2000 系列产品中的B&R2005 型, 它是一种紧凑型产品,其结构是采用模块式, 所有模块尺寸均相同, 可灵活自由地通过设定组合插拔来扩展系统。采用的主要模块有: CPU152(CPU) 、ME963(应用存储器) 、PS792(电源模块) 、DI477(数字量输入模块) 、DO480( 数字量输出模块) 、AI775( 模拟量输入模块) 、AT350(温度输入模块) 、AO775(模拟量输出模块) 、DI164(LCD 显示模块) 以及基板等。PCC 整个控制系统的组成如图3 所示。
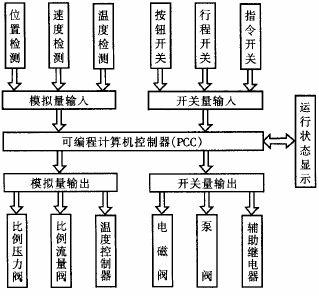
图3 PCC控制系统组成
控制系统中设有调模、手动注塑、半自动注塑和全自动注塑几种工作方式。工作方式选择由旋转开关通过PCC 的I/ O 接口电路传送至系统。系统中有20 多个行程开关,行程开关采用霍尔元件,其优点是非接触电磁感应,调整方便可靠。这些行程信息也是经隔离电路及PCC 的I/ O 接口电路传送至系统。系统中有17 个电磁铁,分别控制不同的注塑动作。输出的控制信号经PCC 的I/ O 接口和隔离电路控制17 个电磁铁的通电与断电。
控制系统的软件采用模块程序结构,其程序结构如图4 所示。
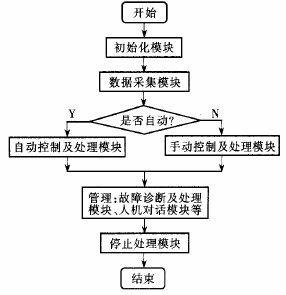
图4 注塑机PCC控制系统程序结构框图
图4 中控制程序主要分为8 个模块,各模块的作用如下: ①初始化模块: 主要完成A/ D、D/ A 模块、各数据区的初始化工作;②数据采集模块:主要完成模拟量采集、滤波等工作; ③自动控制及处理模块: 主要完成注塑机的多种加工过程自动控制;④故障诊断及处理模块:主要完成对故障巡检报警及相应处理;⑤手动控制及处理模块: 主要用于系统过程的单步动作控制;⑥停止处理模块: 处理停止信息; ⑦人机对话模块: 主要完成接受控制参数和显示参数的功能。
具体每一模块的控制程序可根据控制信号流程、控制要求和实现方法采用PLC2000 高级语言来编制。
5 结束语
用PCC 控制取代目前在注塑机上大量采用的独立温度控制系统和所有的开关量控制,实现对若干典型的故障现象的自动保护、提示、报警,包括上下限报警、正负偏差报警、报警不灵敏区预设。依据原料及产品的特点对注塑机的工艺进行控制,实时监测和显示生产流程,并对温度、压力、位置等连续变量进行闭环控制,对行程、阀门、泵等开关量进行逻辑顺序控制等,大幅度提高了注塑机的生产效率, 其性能和易操作性也会有较大的改善, 具有较高的实用价值。
自动化 PLC 总线 电源模块 电动机 传感器 温度传感器 电阻 LCD 电路 相关文章:
- 基于ARM与DSP的嵌入式运动控制器设计(04-25)
- 多核及虚拟化技术在工业和安全领域的应用(05-23)
- 基于nRF2401智能小区无线抄表系统集中器设计(04-30)
- 解密波音747飞机中的Sperry垂直陀螺仪(05-06)
- lns构架智能小区安防及关键技术应用研究(06-09)
- 基于MSP430及PROFIBUS的监测子站设计(06-12)