造纸厂PLC控制系统的冗余配置与应用
时间:12-05
来源:互联网
点击:

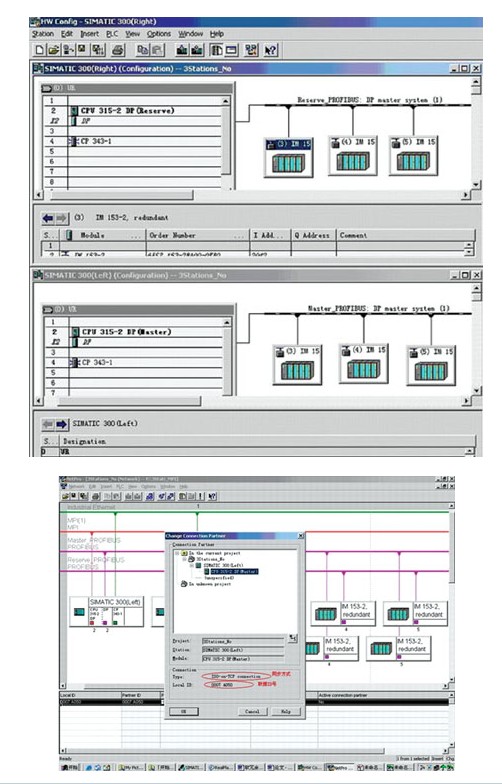
图3 PLC系统原理
图3中,造纸机的自动化控制系统能够实现:主机架电源、背板总线等冗余;PLC处理器冗余;PROFIBUS现场总线网络冗余(包括通讯接口、总线接头、总线电缆的冗余);ET200M站的通讯接口模块IM153-2冗余。
中小型纸机的PLC自动化冗余控制系统可以实现以下功能:
① 上浆流送系统;
② 损纸系统;
③ 化学品系统;
④ 水系统;
⑤ 蒸汽冷凝系统;
⑥ 仓储系统;
⑦ 传动控制系统等。
(2) 硬件组态
先在“Hw Conifg”中分别下装硬件,然后打开“Netpro”,建立同步联接。
再分别向两个CPU下装。
(3) 软件编程
为了使系统在DP从站故障时不会造成CPU停机,除了OB86外还需使用以下组织块。
OB80 主—从切换时循环时间超出;
OB82 冗余备份DP从站上的某一模件的诊断报警;
OB83 DP从站接口上的模件连接中断/重新连接报警;
OB85 当DP从站接口故障时运行出错;
OB87 通讯故障;
OB122 外设访问出错。
输出地址连续,不包括CP和FM模件。
每个DP从站最大输出范围32个字节。
2.3 S7-400系统配置
对于高速中大纸机,为保证高度的可靠性和稳定性必须采用高速度、大容量的冗余控制器,如西门子S7-400H。图5为典型的冗余系统网络结构图。它通过以太网络将上位计算机系统和现场控制点紧密的结合为一个整体,构成一个完整的系统。在这样高速传输网络上,可以很方便的利用PLC系统所特有的功能,实现对整个造纸控制系统的集散控制和传动控制功能。

图5 系统网络结构图
本系统是基于西门子全集成自动化概念的系统,同时采用上位机WINCC作为操作和监控的人机界面,其冗余功能包括:
(1)控制器冗余,可以实现双控制器冗余切换功能,S7-400H CPU之间用光纤连接,实时保持在线备份,当主CPU出现故障时,另外一个CPU在线自动接替主CPU进行工作,切换时间为毫秒级;
(2)通讯冗余,ProfiBus-DP网采用两个分别独立的网络结构,组成ET200M I/O站冗余通讯,实现与双控制器的冗余通讯;
(3)电源冗余,10A直流电源冗余配置,用于CPU和模块供电。
S7-400H的冗余控制系统在造纸厂应用中可以采用客户/服务器的结构,以集中的、从上到下的组态方式实现造纸控制系统的友好人机界面。它具有开放的结构,可以同管理级进行通讯,也可以同现场总线技术融为一体。
- 家居安防无线监控报警系统(04-02)
- 提高实时系统数据采集质量的研究(04-09)
- 基于MSP430及PROFIBUS的监测子站设计(06-12)
- LED开始成为街道照明应用的最佳选择(07-13)
- 一种变频调速系统的SVPWM控制设计(02-03)
- 智能路灯控制系统设计与应用研究(03-24)