电弧传感器技术在焊缝跟踪中的研究与应用
时间:01-29
来源:互联网
点击:
2.3 电弧传感器的数学模型
控制系统包括控制器和对象二大部分,其中被控对象的动态特性是主要的,所以建立被控对象的数学模型是所有工作的第一步,所谓“系统建模”,就是对软件中过程的抽象描述。
常用的建模方法有:a机理分析法;b统计建模法;c神经网络建模法;d智能建模法。
我们在这要分析的是旋转电弧焊炬长度和焊接电流之间的数学模型H(s)—I(s),其中输入量是弧长,输出量是实时的焊接电流。虽然不同系统中具体的结果各异,但结果均为二阶的对应关系。根据文献有如下结论:
设G(s)为焊炬高度H(s)到电流I(s)的传递函数,则它在理论上可表示为:
其中Ka,Kn,Kr,Kq为与电源外特性、焊接材料、电弧气氛有关的常数,P(s)为电源的动态外特性,当电源外特性为一阶惯性环节P(s)=P0/(TpS+1)时,式(1)可简化为:
对象的数学模型将有助于指导我们以下的工作:可以以模型为对象设计和评价控制器;可以通过对数学模型的分析,找出最灵敏的工作频率,进而确定最佳电弧旋转角速度;可以用模型来对所用的控制器进行仿真,比较不同结构和参数控制器的优缺点,从而设计出符合要求的数字控制器。
设某个焊接过程为对象H(s)=(1+3s)/(1+2s)(1+8s),由于所给传递函数代表的对象是线性时不变的,所以用简单的比例控制是可行的,只要比例系数恰当,跟踪误差将会足够小;如果加上积分项将可以在较小的比例系数的情况下得到很好的跟踪精度;加上微分项可以减小超调量。
图2 PID控制器仿真结构图
在图的仿真结构图中,适当调整各系数,就可使系统跟踪阶跃信号的上升时间、超调量和稳态精度满足要求,如图2图3所示。
图3 PID控制器仿真结果图
3、电弧传感焊缝跟踪技术
3.1 焊缝跟踪的实现
以旋转电弧传感器为例,旋转电弧传感器将一周的焊炬运动离散为64个点,经过霍尔传感器的采集之后送给A/D转换器件以提取各点的电流值。对这些电流值的分析得到当前焊枪下的焊道的信息,当焊缝的左右偏差和高低变化的数值计算出来后,通过固高公司生产的四轴运动控制器来控制小车车体和十字滑块的协调运动,运动器的核心是ADSP2181数字信号处理器,实现高性能的控制计算,包括实时轨迹规划,位置,速度或加速度控制,主机命令处理和本身I/O管理,实现焊缝的精确跟踪。
3.2 控制设计
3.2.1控制方法
整个控制系统采用模糊控制、PI控制、bang-bang控制相结合的方法:设置两个不同的阈值,在误差超过大阈值时用bang-bang控制;小于大阈值而大于小阈值时用FUZZY,在误差接近0时用PI方法,加入积分以消除最终误差。
a 模糊控制
当大于大阈值值而大于小阈值的时候,采用模糊控制,取偏差e和偏差的变化ec作为作为模糊控制的输入量,经模糊推理后得到输出的控制量。根据模糊控制规则表,制定出合适的论域,然后我们就可以用重心法解模糊求出控制量U。
b PI控制
当系统偏差很小时采用PI控制,取偏差e作为输入量,则根据PI控制算法得到控制量U的计算公式如下:
U(k)=U(k-1)+Kp*(e(k)-e(k-1))+Ki*e(k) (3)
c bang-bang控制
当系统的偏差很大时采用bang-bang控制,取偏差e和偏差的变化ec作为输入量,根据bang-bang控制的算法,我们可以得到控制量U。
3.2.2控制器结构
图4 控制器结构图
设计了FUZZY、FUZZY-P及FUZZY-PI等多种控制方法在水平直线V字焊缝上进行多次实验。旋转电弧能够进行弯曲焊缝的跟踪。
4、电弧传感器技术的应用状况
电弧传感器已经成为近些年来焊接自动跟踪发展的热点,同时随着计算机技术及模糊数学等相关学科的发展,旋转电弧传感器已经步入实用的阶段,如清华大学研制的旋转电弧传感器应用于东风汽车公司的汽车贮气筒环缝的自动焊中。南昌大学将高速旋转电弧传感器安装在焊接机器人上实现了焊缝的自动跟踪。而国外电弧传感器的应用较为成熟和广泛,如德国CLOOS的ROMAT 76SW型机器人和日本松下的Pana—Robo型机器人就安装了摆动式电弧传感器,韩国的HANGIL Autowelding公司生产的旋转电弧传感器可用于弧焊机器人和自动焊中。以上说明电弧传感器是有着广泛的应用前景的。
控制系统包括控制器和对象二大部分,其中被控对象的动态特性是主要的,所以建立被控对象的数学模型是所有工作的第一步,所谓“系统建模”,就是对软件中过程的抽象描述。
常用的建模方法有:a机理分析法;b统计建模法;c神经网络建模法;d智能建模法。
我们在这要分析的是旋转电弧焊炬长度和焊接电流之间的数学模型H(s)—I(s),其中输入量是弧长,输出量是实时的焊接电流。虽然不同系统中具体的结果各异,但结果均为二阶的对应关系。根据文献有如下结论:
设G(s)为焊炬高度H(s)到电流I(s)的传递函数,则它在理论上可表示为:

其中Ka,Kn,Kr,Kq为与电源外特性、焊接材料、电弧气氛有关的常数,P(s)为电源的动态外特性,当电源外特性为一阶惯性环节P(s)=P0/(TpS+1)时,式(1)可简化为:

对象的数学模型将有助于指导我们以下的工作:可以以模型为对象设计和评价控制器;可以通过对数学模型的分析,找出最灵敏的工作频率,进而确定最佳电弧旋转角速度;可以用模型来对所用的控制器进行仿真,比较不同结构和参数控制器的优缺点,从而设计出符合要求的数字控制器。
设某个焊接过程为对象H(s)=(1+3s)/(1+2s)(1+8s),由于所给传递函数代表的对象是线性时不变的,所以用简单的比例控制是可行的,只要比例系数恰当,跟踪误差将会足够小;如果加上积分项将可以在较小的比例系数的情况下得到很好的跟踪精度;加上微分项可以减小超调量。
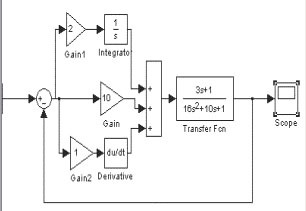
图2 PID控制器仿真结构图
在图的仿真结构图中,适当调整各系数,就可使系统跟踪阶跃信号的上升时间、超调量和稳态精度满足要求,如图2图3所示。

图3 PID控制器仿真结果图
3、电弧传感焊缝跟踪技术
3.1 焊缝跟踪的实现
以旋转电弧传感器为例,旋转电弧传感器将一周的焊炬运动离散为64个点,经过霍尔传感器的采集之后送给A/D转换器件以提取各点的电流值。对这些电流值的分析得到当前焊枪下的焊道的信息,当焊缝的左右偏差和高低变化的数值计算出来后,通过固高公司生产的四轴运动控制器来控制小车车体和十字滑块的协调运动,运动器的核心是ADSP2181数字信号处理器,实现高性能的控制计算,包括实时轨迹规划,位置,速度或加速度控制,主机命令处理和本身I/O管理,实现焊缝的精确跟踪。
3.2 控制设计
3.2.1控制方法
整个控制系统采用模糊控制、PI控制、bang-bang控制相结合的方法:设置两个不同的阈值,在误差超过大阈值时用bang-bang控制;小于大阈值而大于小阈值时用FUZZY,在误差接近0时用PI方法,加入积分以消除最终误差。
a 模糊控制
当大于大阈值值而大于小阈值的时候,采用模糊控制,取偏差e和偏差的变化ec作为作为模糊控制的输入量,经模糊推理后得到输出的控制量。根据模糊控制规则表,制定出合适的论域,然后我们就可以用重心法解模糊求出控制量U。
b PI控制
当系统偏差很小时采用PI控制,取偏差e作为输入量,则根据PI控制算法得到控制量U的计算公式如下:
U(k)=U(k-1)+Kp*(e(k)-e(k-1))+Ki*e(k) (3)
c bang-bang控制
当系统的偏差很大时采用bang-bang控制,取偏差e和偏差的变化ec作为输入量,根据bang-bang控制的算法,我们可以得到控制量U。
3.2.2控制器结构
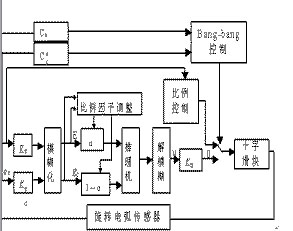
图4 控制器结构图
设计了FUZZY、FUZZY-P及FUZZY-PI等多种控制方法在水平直线V字焊缝上进行多次实验。旋转电弧能够进行弯曲焊缝的跟踪。
4、电弧传感器技术的应用状况
电弧传感器已经成为近些年来焊接自动跟踪发展的热点,同时随着计算机技术及模糊数学等相关学科的发展,旋转电弧传感器已经步入实用的阶段,如清华大学研制的旋转电弧传感器应用于东风汽车公司的汽车贮气筒环缝的自动焊中。南昌大学将高速旋转电弧传感器安装在焊接机器人上实现了焊缝的自动跟踪。而国外电弧传感器的应用较为成熟和广泛,如德国CLOOS的ROMAT 76SW型机器人和日本松下的Pana—Robo型机器人就安装了摆动式电弧传感器,韩国的HANGIL Autowelding公司生产的旋转电弧传感器可用于弧焊机器人和自动焊中。以上说明电弧传感器是有着广泛的应用前景的。
传感器 机器人 电流 电压 神经网络 仿真 霍尔传感器 DSP 电子 相关文章:
- 多核及虚拟化技术在工业和安全领域的应用(05-23)
- 基于ARM核的AT75C220及其在指纹识别系统中的应用(05-24)
- 基于音频信号的轴承故障诊断方法(03-17)
- 采用信号调理IC驱动应变片电桥传感器(05-26)
- 基于nRF2401智能无线火灾监控系统设计(04-01)
- 家居安防无线监控报警系统(04-02)