基于PLC的喷胶控制系统设计
时间:10-11
来源:互联网
点击:
2.3 精度控制的补偿算法
电磁阀是一种具有较大延时的执行元件,它的开启和关闭均需要经历一定的时间,虽然这个时间只有毫秒级,且当喷胶头移动速度较低时,由于电磁阀延时打开或关闭造成的误差较小。考虑到生产效率的因素,提高喷胶头移动速度成为必然,但由此造成的误差也明显增大。为了尽可能减小此误差所造成的影响,在分析喷胶头移动速度、喷胶压力及电磁阀闭合特性相互关系的基础上,建立一个误差修正补偿的数学模型,即提供一个与相关影响因素有关的超前、滞后修正量,以补偿由于电磁阀延迟所导致的位置及长度误差。由于无法直接抽象出各参数之间的函数关系,因此采用高次多项式逼近法,构造相应的补偿曲线如式(1)所示,利用最小二乘法进行多项式的拟合求解。

令:x表示喷胶头移动的速度;y表示相应的补偿量,则选取m个实验数据(xi,yi),其中i=1,2,…,n。通过最小二乘法构造如式(2)所示的关系矩阵,求解关于a0,a1,…,am的线性方程组,可得x,y之间的近似函数关系。
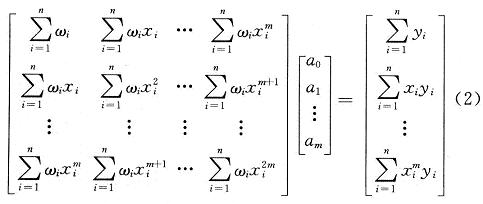
令:ωi=1,即取{1,x,…,xm)为基函数的代数多项式进行拟合。考虑到精度与速度平衡统一,经实验验证分析选取m=2,n=4,利用克莱姆(Cramer)算法求解出系数a),a1,即可得补偿曲线方程式:
y=φ(x)=a0+a1x (3)
对多个喷胶控制头分别计算误差补偿曲线方程式,即可实现多个喷胶头同时多工位的粘箱加工控制。
3 系统调试
PLC控制系统的调试分软、硬件两部分进行。硬件调试主要检查电控元件是否正常可靠工作,线路连接是否正确,抗干扰措施是否合理。软件调试先分模块再系统总体调试,逐步分析程序运行是否符合控制要求,消除异常情况的发生。经在某纸箱粘箱生产线上的实际运行表明,PLC控制喷胶系统达到了实际生产的要求,系统可靠性高,易扩展,维护方便,抗干扰能力强。
4 结 语
纸箱封箱的热熔胶喷射粘结工艺有着严格的顺序控制要求,应用PLC对喷胶过程进行控制,可最大程度地消除传统继电器接触器控制系统的缺点。通过对影响喷胶速度和精度相关因素的研究,利用误差补偿模型的分析结果进行实时控制调整,使喷胶控制系统能够对多种规格类型的纸箱进行多方位、多形式、高准确度的喷胶加工,表现出良好的灵活性和可靠性。在对被控对象合理分析的基础上并兼顾成本要求,该系统还具备良好的拓展性;在对系统软硬件进行适宜调整的情况下,该系统可以适用于新的加工形式和控制对象。
电磁阀是一种具有较大延时的执行元件,它的开启和关闭均需要经历一定的时间,虽然这个时间只有毫秒级,且当喷胶头移动速度较低时,由于电磁阀延时打开或关闭造成的误差较小。考虑到生产效率的因素,提高喷胶头移动速度成为必然,但由此造成的误差也明显增大。为了尽可能减小此误差所造成的影响,在分析喷胶头移动速度、喷胶压力及电磁阀闭合特性相互关系的基础上,建立一个误差修正补偿的数学模型,即提供一个与相关影响因素有关的超前、滞后修正量,以补偿由于电磁阀延迟所导致的位置及长度误差。由于无法直接抽象出各参数之间的函数关系,因此采用高次多项式逼近法,构造相应的补偿曲线如式(1)所示,利用最小二乘法进行多项式的拟合求解。
令:x表示喷胶头移动的速度;y表示相应的补偿量,则选取m个实验数据(xi,yi),其中i=1,2,…,n。通过最小二乘法构造如式(2)所示的关系矩阵,求解关于a0,a1,…,am的线性方程组,可得x,y之间的近似函数关系。
令:ωi=1,即取{1,x,…,xm)为基函数的代数多项式进行拟合。考虑到精度与速度平衡统一,经实验验证分析选取m=2,n=4,利用克莱姆(Cramer)算法求解出系数a),a1,即可得补偿曲线方程式:
y=φ(x)=a0+a1x (3)
对多个喷胶控制头分别计算误差补偿曲线方程式,即可实现多个喷胶头同时多工位的粘箱加工控制。
3 系统调试
PLC控制系统的调试分软、硬件两部分进行。硬件调试主要检查电控元件是否正常可靠工作,线路连接是否正确,抗干扰措施是否合理。软件调试先分模块再系统总体调试,逐步分析程序运行是否符合控制要求,消除异常情况的发生。经在某纸箱粘箱生产线上的实际运行表明,PLC控制喷胶系统达到了实际生产的要求,系统可靠性高,易扩展,维护方便,抗干扰能力强。
4 结 语
纸箱封箱的热熔胶喷射粘结工艺有着严格的顺序控制要求,应用PLC对喷胶过程进行控制,可最大程度地消除传统继电器接触器控制系统的缺点。通过对影响喷胶速度和精度相关因素的研究,利用误差补偿模型的分析结果进行实时控制调整,使喷胶控制系统能够对多种规格类型的纸箱进行多方位、多形式、高准确度的喷胶加工,表现出良好的灵活性和可靠性。在对被控对象合理分析的基础上并兼顾成本要求,该系统还具备良好的拓展性;在对系统软硬件进行适宜调整的情况下,该系统可以适用于新的加工形式和控制对象。
- 家居安防无线监控报警系统(04-02)
- 提高实时系统数据采集质量的研究(04-09)
- 基于MSP430及PROFIBUS的监测子站设计(06-12)
- LED开始成为街道照明应用的最佳选择(07-13)
- 一种变频调速系统的SVPWM控制设计(02-03)
- 智能路灯控制系统设计与应用研究(03-24)