扩展电阻技术测试外延片外延厚度误差分析
时间:09-30
来源:互联网
点击:
扩展电阻技术(spreading resistance profile,SRP)由于其优越的空间分辨率越来越广泛地应用在外延片和IC 图形片测试中。SRP 技术既可以测量外延片纵向电阻变化,也可以测量外延层厚度、过渡区及夹层宽度等。四探针最小的测量体积约为5 ×10-8 cm3,而最新发展的扩展电阻探针法的最小纵向分辨深度可达0.3 nm,可以测量的区域体积达10-24 cm3。由于这么高的分辨率,测试外延片厚度值理论上应非常精确,但事实并非如此,在生产过程中经常发生外延片SRP 测试厚度与实际外延厚度(红外线干涉法测量数据)对不上的问题,误差最大可达1μm,究其原因,主要存在于测试样品制备过程,本文从几个方面深入分析了误差原因并修正计算公式。
1 样品制备及测量原理
将外延片样品粘贴在具有固定角度的垫块上,研磨出一个斜面,如图1 所示。
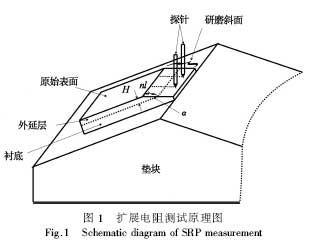
该斜面水平放置,与外延层界面角度为α(垫块的固定角度),SRP 一对探针在斜面上按照一定的步距l测量其扩展电阻值,探针运行到外延层与高掺杂浓度的衬底界面上时,扩展电阻值R 迅速降低,达到衬底时数值变化不再明显,此时对应的深度x即为外延层厚度,扩展电阻值迅速变化的区间称为过渡区。如图2 曲线所示。

假设测试到达衬底时水平运行距离是nl,n为探针对测量点数。此时对应的外延厚度H为
H = nlsinα= nh (1)
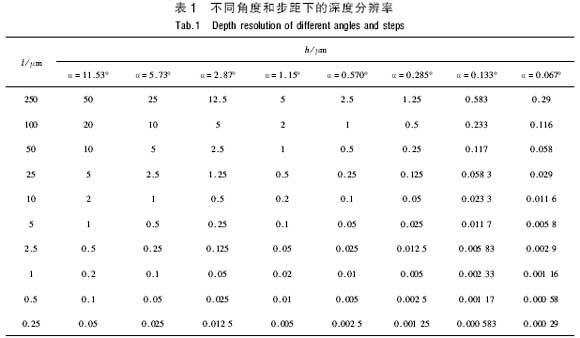
式中H = lsin被称为扩展电阻探针的深度分辨率。
垫块的特殊性在于其α值具有固定的几个角度,角度值越小,其深度分辨率越高。可依据不同的外延厚度选择不同角度的垫块,如表1 所示。
2 厚度误差分析
通过大量的SRP 厚度测量结果分析,误差主要在于以下几个方面。
2.1 样品研磨角度引起的误差
在实际样品研磨过程中,实际的研磨角度β由于研磨不平衡而出现大于或者小于垫块角度α的情况,如图3 所示。
在图3(a)情况下,研磨斜面长度
L = ml/cos(β-α)= mlsec(β-α) (2)
H = Lsinβ (3)
Htest = mlsinα (4)
ΔH = H - Hc (5)
将式(2)、(3)和(4)代入式(5)得
ΔH = ml[sinβsec(β-α)- sinα] (6)
式中:α为垫块角度;β为外延片实际研磨角度;L 为外延层实际研磨长度; m为探针对测量外延层点数; L 为探针水平步距; H 为实际外延厚度;Htest为探针测量厚度;ΔH 为厚度误差。
由式(6)可看出,由于L 和α值一定,厚度误差ΔH 与m 和β有关, m 和β相互之间有约束关系,由图3 (a)看出,β值越大m 值越小。但无论如何,ΔH 为正值,也就是说在研磨角度大于垫块角度的情况下,测出的外延片厚度要小于它的实际厚度。这种情况下也影响到了过渡区的数值,测出的过渡区宽度要小于实际宽度,减小量与探针在过渡区上的测量点数有关,假设在过渡区上的测量点数为r,减少量为ΔT,只需将式(6)中的m由r 代替即可
ΔT = rl[sinβsec(β- α)- sinα] (7)
同理可计算在图3 (b)情况下,
ΔH′ = m′l[sinβsec(α-β)- sinα] (8)
误差ΔH′值与m′和β′有关, m′和β′相互之间有约束关系,由图3 (b)看出,β′值越小m′越大。但无论如何,ΔH′为负值,也就是说在研磨角度小于垫块角度的情况下,测出的外延片厚度要大于实际厚度。测出的过渡区宽度要大于实际宽度,增大量与探针在过渡区上的测量点数有关,假设在过渡区上的测量点数为r′,增大量为ΔT′,只需将式(8)中的m′由r′代替即可
ΔT′ = r′L[sinβsec(α-β)- sinα] (9)

2.2 研磨斜面两条边缘不平行引起的误差
由于研磨斜面两条边缘不平行引起的厚度误差占实际测量不准确的多数,俗称“磨偏”。如图4所示,两条边缘成θ角。出现这种情况由样品粘贴不均匀引起,图4 是竖直向下看样品的示意图,严格地讲,该图展示的不是一个平面,而是一个曲面的投影,在不影响探针接触的情况下,用探针对齐外边缘,开始测量扩展电阻。偏左和偏右各测量一次,假设两次测量的起始位置与斜边中点M 距离相等,均为T。偏左测量时(图4 中a 位置),假设扩展电阻阻值开始下降时打点数为k,下降期间打点数为s,则测量的外延厚度为

偏右测量时(图4 中b 位置),扩展电阻阻值开始下降时打点数k′,下降期间打点数同为s,则测量的外延厚度为

而实际的厚度在中线附近测试时才较为准确,为

式中,β为研磨面实际测量角度。
由以上公式可以看出HTestT < H < H′c,也就是说偏左测量要比实际厚度值小,而偏右测量要比实际值大。因此在生产测试过程中要尽量避免θ角出现,如果出现无法消除,则尽量将SRP 探针对放在样品中线附近测量,并乘以cosθ修正。

1 样品制备及测量原理
将外延片样品粘贴在具有固定角度的垫块上,研磨出一个斜面,如图1 所示。
该斜面水平放置,与外延层界面角度为α(垫块的固定角度),SRP 一对探针在斜面上按照一定的步距l测量其扩展电阻值,探针运行到外延层与高掺杂浓度的衬底界面上时,扩展电阻值R 迅速降低,达到衬底时数值变化不再明显,此时对应的深度x即为外延层厚度,扩展电阻值迅速变化的区间称为过渡区。如图2 曲线所示。
假设测试到达衬底时水平运行距离是nl,n为探针对测量点数。此时对应的外延厚度H为
H = nlsinα= nh (1)
式中H = lsin被称为扩展电阻探针的深度分辨率。
垫块的特殊性在于其α值具有固定的几个角度,角度值越小,其深度分辨率越高。可依据不同的外延厚度选择不同角度的垫块,如表1 所示。
2 厚度误差分析
通过大量的SRP 厚度测量结果分析,误差主要在于以下几个方面。
2.1 样品研磨角度引起的误差
在实际样品研磨过程中,实际的研磨角度β由于研磨不平衡而出现大于或者小于垫块角度α的情况,如图3 所示。
在图3(a)情况下,研磨斜面长度
L = ml/cos(β-α)= mlsec(β-α) (2)
H = Lsinβ (3)
Htest = mlsinα (4)
ΔH = H - Hc (5)
将式(2)、(3)和(4)代入式(5)得
ΔH = ml[sinβsec(β-α)- sinα] (6)
式中:α为垫块角度;β为外延片实际研磨角度;L 为外延层实际研磨长度; m为探针对测量外延层点数; L 为探针水平步距; H 为实际外延厚度;Htest为探针测量厚度;ΔH 为厚度误差。
由式(6)可看出,由于L 和α值一定,厚度误差ΔH 与m 和β有关, m 和β相互之间有约束关系,由图3 (a)看出,β值越大m 值越小。但无论如何,ΔH 为正值,也就是说在研磨角度大于垫块角度的情况下,测出的外延片厚度要小于它的实际厚度。这种情况下也影响到了过渡区的数值,测出的过渡区宽度要小于实际宽度,减小量与探针在过渡区上的测量点数有关,假设在过渡区上的测量点数为r,减少量为ΔT,只需将式(6)中的m由r 代替即可
ΔT = rl[sinβsec(β- α)- sinα] (7)
同理可计算在图3 (b)情况下,
ΔH′ = m′l[sinβsec(α-β)- sinα] (8)
误差ΔH′值与m′和β′有关, m′和β′相互之间有约束关系,由图3 (b)看出,β′值越小m′越大。但无论如何,ΔH′为负值,也就是说在研磨角度小于垫块角度的情况下,测出的外延片厚度要大于实际厚度。测出的过渡区宽度要大于实际宽度,增大量与探针在过渡区上的测量点数有关,假设在过渡区上的测量点数为r′,增大量为ΔT′,只需将式(8)中的m′由r′代替即可
ΔT′ = r′L[sinβsec(α-β)- sinα] (9)
2.2 研磨斜面两条边缘不平行引起的误差
由于研磨斜面两条边缘不平行引起的厚度误差占实际测量不准确的多数,俗称“磨偏”。如图4所示,两条边缘成θ角。出现这种情况由样品粘贴不均匀引起,图4 是竖直向下看样品的示意图,严格地讲,该图展示的不是一个平面,而是一个曲面的投影,在不影响探针接触的情况下,用探针对齐外边缘,开始测量扩展电阻。偏左和偏右各测量一次,假设两次测量的起始位置与斜边中点M 距离相等,均为T。偏左测量时(图4 中a 位置),假设扩展电阻阻值开始下降时打点数为k,下降期间打点数为s,则测量的外延厚度为
偏右测量时(图4 中b 位置),扩展电阻阻值开始下降时打点数k′,下降期间打点数同为s,则测量的外延厚度为
而实际的厚度在中线附近测试时才较为准确,为
式中,β为研磨面实际测量角度。
由以上公式可以看出HTestT < H < H′c,也就是说偏左测量要比实际厚度值小,而偏右测量要比实际值大。因此在生产测试过程中要尽量避免θ角出现,如果出现无法消除,则尽量将SRP 探针对放在样品中线附近测量,并乘以cosθ修正。
- 接地电阻测试仪常用知识解答(12-01)
- ZC-8接地电阻测试仪表的使用与注意事项(01-17)
- 精确测量功率MOSFET的导通电阻(11-16)
- Kelvin四线连接电阻测试技术及应用(01-09)
- 基于C8051F005单片机的小电阻测试仪(01-05)
- 用于热敏电阻特性测量的数控加热直流电源(02-15)