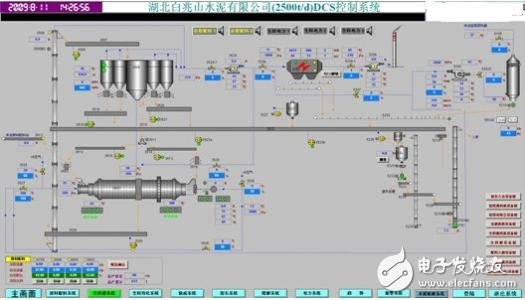
水泥厂dcs控制系统
石灰石破碎及输送系统设备存在工艺联锁关系,采用"逆流程启动,顺流程停车"原则对设备进行顺序控制。 石灰石破碎及输送系统的控制难点在于石灰石破碎机喂料量的自动控制,以破碎机功率的变化来自动调节板喂机的速度,使其速度保持在要求的范围内运行,不致于由于板喂机速度过高而使石灰石料仓的料卸空,来料直接落在板喂机上,对设备起到一定的保护作用。
2、 生料制备系统
生料制备系统的工艺流程范围:始自原料调配站的库底,止于生料均化库的库顶,包括原料调配及输送,包括原料粉磨、生料输送入库。控制要点与策略如下:
生料质量控制(QCS)系统
QCS系统(质量控制系统)在水泥生产中被广泛应用。生料质量控制(QCS)系统由在线钙铁荧光分析仪、计算机、调速电子皮带秤等组成。智能在线钙铁荧光分析仪可进行自动取样、制样,并进行连续测定,由QCS系统进行配料计算,并通过DCS对电子调速皮带秤下料量进行比例调节和成分控制,使生料三率值保持在目标值附近波动,从而大幅度提高生料成分合格率和质量稳定性。
生料粉磨负荷控制系统
生料粉磨控制系统的控制难点在于磨机的负荷控制。当入料水分、硬度发生变化时,系统通过调节入磨物料量来保证磨机处于负荷稳定的最佳粉磨状态,避免堵磨或者空磨发生。对负荷自控系统通常采用的调节方法有:一是设置一个入磨量常数,稳态下的选粉机回粉入磨量加新喂料量与之相等;二是以提升机功率或者磨机电耳信号分别作为主控或监控信号适时调节;三是以选粉机回粉、提升功能、电耳等信号进行数学模型分析控制或极值控制。
立磨大多采用常数控制,球磨则多采用电耳或者提升机功率信号调节。
3、 生料均化库控制
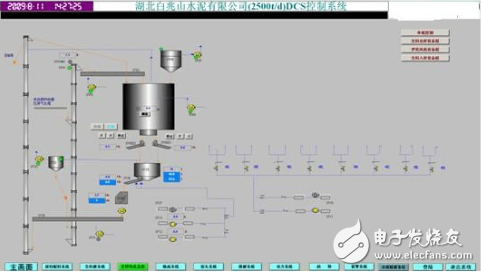
生料预均化系统
生料预均化是通过控制均化库底卸料电振机来实现的。生料预均化库通常为长条形库,库底卸料电振机共26台分为两组,每组13台,每台均能单独实现时间程序控制,两组电振机由一台可编程控制器(PLC)按一定时间程序进行卸料控制,从而达到不同时间进的料按一定比例预均化后进磨。
生料均化系统
生料均化是靠具有一定压力的空气对生料进行吹射均化。通常在库底设置了充气装置,采用时间顺序控制策略,依据时序开停库底充气电磁阀,使物料流态化并翻腾搅拌,生料混和达到均化目的。
计量仓料量的自动控制系统
利用计量仓的仓重信号自动调节生料库侧电动流量阀的开度,使称重仓的料量保持稳定,从而保证计量仓下料量的稳定。
生料均化库下料控制
在生产过程中,烧成带温度一般要求控制在一个合适的范围,因为它对熟料的质量至关重要。将生料量、风机风量与烧成带温度结合起来设定生料下料量的设定值,该系统通过自动调节,利用固体流量计的反馈值自动调节计量仓下电动流量阀的开度,使生料稳定在设定值上,从而使得入窑的生料保持稳定,最终保障窑系统的稳定运行。
4、 煤粉制备系统
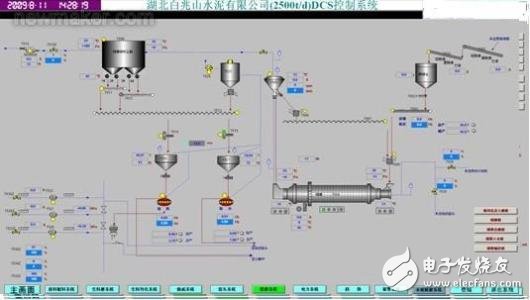
出磨气体温度的自动控制
出磨气体温度直接关系到出磨成品水分和系统安全运转问题。为了确保生产出合格的煤粉,同时还要保证系统温度不能过高,控制系统中设置了磨机出口气体温度自动控制回路,通过改变磨机进口冷风阀门开度控制磨机出口气体温度稳定。
磨机负荷自动控制
煤粉仓内煤粉量变化过大会影响煤粉喂料部分计量精度,在正常生产中煤粉仓中煤粉量应尽量恒定;同时也要保证磨机的正常安全运转,防止"满磨"。采用了由磨机电耳信号自动调节磨头定量给料机喂料量的自动控制回路。
5、 烧成系统
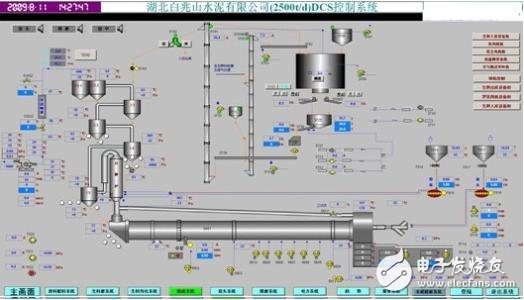

分解炉喂煤量的计量与自动调节
分解炉的温度是保证回转窑正常运行的一个重要控制参数。在生料量不变时,燃料和空气的混和比例必须要正确地控制。故对分解炉的温度进行计量,以便实现优化控制,通过自动增减煤量对分解炉的温度进行调节,使其控制在所需要的设定值上。既能使分解炉保持最高的分解率,又不使其因温度过高而导致生料粘结,影响窑系统的正常运行。
预热器出口压力调节
预热器出口压力是反应系统风量平衡的一个主要指标,主要通过调节高温风机阀门开度来实现预热器出口压力的控制。
预热器自动吹扫装置
由计算机按一定的时间顺序规律定时接通相应的各级预热器上的电磁阀,轮流打开压缩空气管路,对预热器进行逐级吹扫,以防结皮堵塞影响预热器系统的正常运行,吹扫时间人工设定,一般为5s~20s
窑头负压自动控制
窑头负压表征窑内通风及冷却机入窑二次风之间的平衡。根据窑头负压自动调节电收尘器排风机进口阀门开度,以控制窑头二次风量、窑尾
DCS 相关文章:
- 基于DCS系统的UPS电源供电的配置(12-18)
- DCS及PLC控制系统中PID的运算及应用(08-02)
- DCS系统接地应用讨论(08-19)
- DCS系统的打印系统及工作原理简介(02-20)
- DCS系统中动态数据服务器如何设置?(02-20)
- DCS为什么要信号隔离器(02-22)