LED支架防湿气结构设计
结构设计理念,加工成本低,但气密性差。此种支架做出来的灯珠,只保证能点亮,但在有湿气的地方使用,很快就会出现死灯。或者在灯珠外部涂上防水胶水方可使用,这也间接增加了客户端的使用成本。

图3
方案2:延长金属基板边缘途径。现有的支架设计上,已经都加上了"延长金属基板边缘途径"的设计理念。如图4紫色圈。通过对金属基板边缘冲成不同程度的曲线,冲出越复杂的曲线,金属基板边缘线就越长,这大大加大了湿气由金属基板边缘渗入的难度。当然,金属基板边缘线处理得越多,加工成本就越高,同时也要求金属基板的性能要很好。
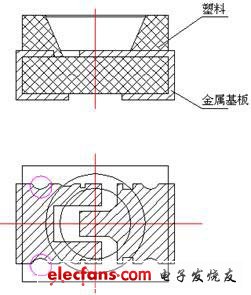
图4
方案3:塑料包裹侧引脚,现有的支架一般制作流程是:金属基板冲压成型→电镀→注塑→折弯切断。这样的弊端是,湿气在引脚侧边就可渗入。为了让湿气的渗入途径更长,塑料可将侧引脚包裹住,只露出底引脚,作为导电的焊脚。如图5紫色圈所示。支架的制作流程更改为:金属基板冲压成型→电镀→第一次折弯→注塑→ 第二次折弯并切断。这样,塑料很好地将金属基板包裹在里面。但从制作流程可看出,这样的方案更复杂。如果在金属基板第一处折弯处冲几个孔,效果会更加明显。当然,这也增加了加工成本。本设计方案在客户端的上锡过程中会造成难题,两边引脚的锡量如不均匀,很容易导致灯珠倾斜。
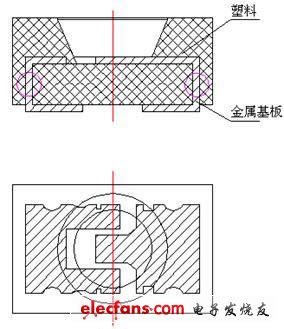
图5
方案4:减小金属基板与塑料的接触面积。现有的支架设计上,也都加上了"减小金属基板与塑料的接触面积"的设计理念。如图6紫色圈所示。通过在金属基板表面再冲出几个不同程度大小的孔,有方形、圆形等,孔越多,效果越明显。孔数量的多少这须由金属基板的性能决定。别处,孔位置的选择也较为关键,孔一般限定在杯体内重要位置的附近处,不宜设计在离杯体较远的位置。此方案的好处有二:一是上下的塑胶能够更紧密的接牢,把金属基板卡得更紧;二是减少了塑料与金属基板相结合的界面,更好地避免了塑料与金属基板存在的缝隙。这两个好处,都很好地起到防湿气渗入的作用。当然,这也增加了加工成本。
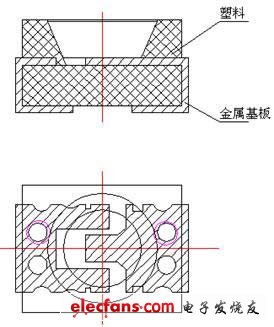
图6
方案5:增加金属基板表面的粗糙程度。现有的支架设计上,"增加金属基板表面的粗糙程度"的设计理念也较为普遍。如图7紫色圈所示。在理论上,本方案延长了湿气渗入金属基板表面的途径,并增加了湿气的流动难度。但是,如果金属基板表面的沟槽等挡水墙、麻点设计得太夸张,或设计不妥当,很容易造成反向效果,即增加了金属基板与塑料的接触面积,更易出现两者界面缝隙。因此,增加金属基板表面的粗糙程度应适可而止,在一定面积内应有一定比例,具体多少本文不作深入研究。
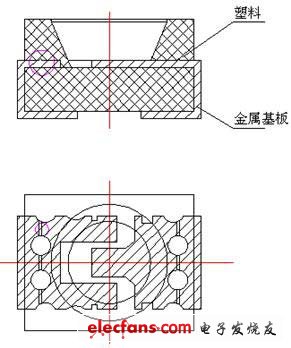
图7
方案6:非杯体内的金属基板不作电镀,或电镀得粗糙。按照"增加金属基板表面的粗糙程度"的设计理念,也可以在非杯体内的金属基板不作电镀,或电镀得较为粗糙。一般电镀面比不电镀层更为光滑,这样塑料与金属基板会结合得更加牢固。但是,如在非杯体内不作电镀,金属基板在受潮高温的环境下,很易氧化,这样包裹在塑料里的金属基板生锈,造成两者界面更大的缝隙,时间一长,氧化区域会延伸到杯体内已电镀好的金属基板,造成的后果可想而知。如果在非杯体内电镀得粗糙,在杯体内电镀得光滑,这样电镀工艺较为复杂,制作成本也相应上升。因此,本方案不提倡。
方案7:减小金属基板进入塑料的端口面积。理论上,在湿气进口端着手,减小其面积或端口,降低水汽渗入量,能很好地起到防湿气渗入的作用。如图 8紫色圈所示。在金属基板的临进端冲出一个大孔,这样,成型后的支架,金属基板伸进塑料的那部分只剩两头。塑料包裹金属基板更为牢固,两者界面的缝隙在外观上观看,并不明显。但是,实验验证,这样做的实际效果并不明显。经分析,湿气渗入并不是定期定量地存在,而是存在于空气中,长期都有,即使湿气的渗入端口小了,但在长期作用下,也会最后渗入。
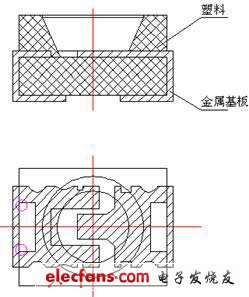
图8
四、支架防湿气结构设计的另类猜想
基于防湿气结构设计的要点,可以有更加大胆的想象空间。
方案8:假设不需考虑光线靠支架杯体内底部的高亮电镀层来反射(注:根据材料学及目前的电镀工艺,塑料的白度反射率为0.92,电镀层反射率为 0.97),支架在注塑时,可以在支架杯体内底部也注塑一层薄塑胶,只留出固定的固晶区和焊线区,其余都用塑料封住。如图9紫色圈所示。这样,更加大延长了水汽的渗入途径。理论上,防湿气效果会更加明显。
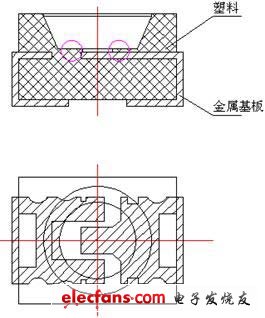
图9
方案9:上述多种方案都是在"要使流体的所有能量尽可能地损失在各沿程损失和各局部
- LED灯珠为何如此关键?(02-25)
- 科普LED灯珠损坏的可能原因(03-25)
- 汽车照明串联LED灯珠的开路保护方案(04-08)
- LED灯三种常见故障及解决方法(03-18)
- LT3751如何使高压电容器充电变得简单(08-12)
- 三路输出LED驱动器可驱动共阳极LED串(08-17)