教你如何消除工业漏地电流改善EMC
在基于转换器的驱动系统中,系统各部件会引起漏地电流,这些漏地电流的 聚积可引发RCD跳闸脱扣。鉴于此,TDK集团最近推出了一款全新的解决方 案,该方案使用了 LeaXield™ EMC附加模块,不仅可减少漏地电流,还能 显著改善系统的EMC性能。
在工业安装及楼宇管理应用中,不同的任务需使用不同的变速驱动器。原则上,这些驱动都是由3相电网供电。一个完整 的驱动系统包括EMC输入滤波器、变频器和电机。然而,一个同样重要但在考虑系统时却经常被忽视的元件是转换器和 电机之间的屏蔽电缆,其长度通常超过200 m。为了安全起见,该驱动系统通过漏电保护器(RCD) 接入电网。
在基于转换器的驱动中,一个重要的问题是工作中由寄生电容耦合引起的漏地电流。这些电流不仅依赖于系统拓扑,还 取决于开关转换率、频率和幅度。在不利条件下,系统引起的总漏电流可能超过RCD脱扣阀值(图1)。
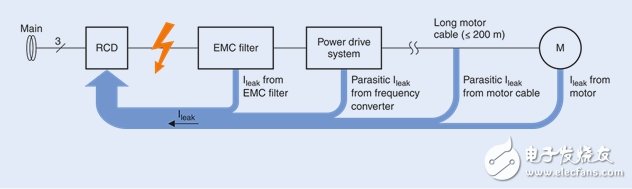
图1:RCD故障
在不利条件下,所有漏地电流的聚合可大到引发RCD跳闸脱扣。如果电机电缆过长, 甚至会经常发生脱扣故障。
比如,频率小于100 Hz时,标准RCD的故障阈值为30 mA;频率超过1000 Hz时,该故障阈值增加至300 mA。一旦电机 电缆过长,可致使产生的漏地电流超过300 mA阈值(图2),在工业化工厂中,意外停机将会导致非常高昂的生产停工 成本。
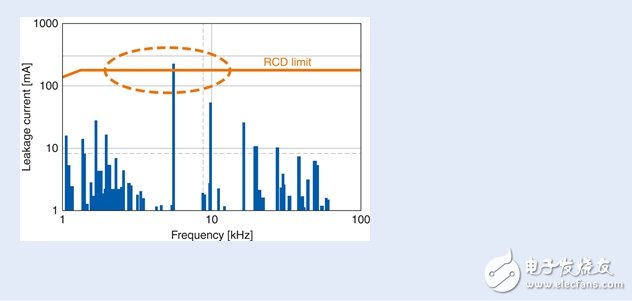
图2:漏地电流的频率和幅值
频率大于1000 Hz时,长电机电缆会引起很高的漏地电流,从而导致RCD跳闸脱扣。
迄今为止,有两种方式可阻止由过高的漏地电流引起的RCD跳闸脱扣: 扩展EMC过滤
通过使用更大(通常是超大尺寸)的滤波器可降低漏地电流,特别是高频漏电流,比如,可组合引用更有效的EMC 输入滤波器和额外的输出滤波器。当然这样做的成本也更大,并且改装更大、额外的滤波器时必然需要更大空间等问题。
使用具有更高阈值的RCD
该方法具有一定的风险,因为过高的漏地电流会导致超过50V AC的最大允许接触电压。此外,还有损坏系统元件的风险。因此,以上两种方式都不能令人满意,其效果也明显逊色于使用LeaXield的解决方案。
本文选自电子发烧友《智能工业特刊》,更多优质内容,马上下载阅览

LeaXield为消除漏地电流设置了标杆
LeaXield 模块正是为消除漏地电流而专门开发,该模块连接在RCD和EMC输入滤波器之间。

图3:LeaXield的电路图
放大器馈入电流至每相中,其相位角偏移至初始漏地电流的相位角180°。放大器的电源单元 (PSU) 直接从3相 电网中 获取,因 此无需额外电源。
LeaXield的功能原理如图3所示。电流变压器位于负载侧,即位于EMC滤波器的连接处。这样可检测3相电流,并决定来 自对应相位差的漏地电流。该信息被馈至放大器,放大器再通过电容网络将这些电流馈至3相,其相位角偏移至初始漏地 电流的相位角180°,幅度和初始漏地电流的幅度相同。这样便消除了初始漏地电流(图4)。LeaXield可补偿高达1000 mA的漏地电流。

图4:使用LeaXield消除漏地电流
明显改善:使用LeaXield(右),过大漏电流几乎可被完全消除(左),因而有效防止了RCD跳闸脱扣。
显著改善EMC
使用LeaXield来降低共模电流还有一个积极的作用:对于传导EMC(根据相关规则,被定义工作于150KHz~30MHz)来讲,频率在150KHz~500KHz时,能够得到非常明显的改善。在典型测试条件下,LeaXield可将基于转换器系统的EMC性能从C2类提高至C1类(符合EN 61800-3)。
频率低于150 kHz时,使用LeaXield极其有效:频率为4 kHz时,衰减高达30 dB;频率为10 kHz时,衰减高达40 dB;频 率为150 kHz时,衰减可达15 dB。对于新安装应用,这个优势极其有用,因为LeaXield的额外干扰抑制功能允许使用更 经济的EMC滤波器。LeaXield尺寸极其紧凑,仅为258 mm x 80 mm x 100 mm,是设备改装应用的理想之选。可轻松安装到现有系统中,就 像安装一颗EMC滤波器一样简单。
- 浅谈人机交互界面和工业智能化的关系(09-30)
- FPGA设计五大优势 凸显工业应用灵活性(09-28)
- 打造面向工业物联网的创新应用平台(10-04)
- ARM微处理器在智能工业中有何应用?(02-28)
- 符合安全设计规范的系统开发大全(11-25)
- 借人工智能东风FPGA芯片设计顺势崛起(02-18)