结晶器液位检测控制系统优化
及抑制。环境温度的变化将引起涡流传感器阻抗的变化,对检测信号的影响主要来自传感器激励线圈,其次是测量线圈。线圈温度与信号之间均呈线性关系。根据这点,首先求得传感器的温度与信号数学模型,设计软件,通过单片机执行来消除温度的影响。
4 硬件的完善与应用软件开发
4.1 硬件系统的完善
本控制系统主要采用l1级控制系统,设计时侧重考虑正常情况下的信号传输与处理;但在实际生产中发现,涡流检测信号在高温、干扰环境下容易出现衰减和扰动。为此运用中继、双绞、屏蔽等技术进行处理,增加fb100信号中继箱,保证了信号的实时传递。
在液位控制仪中转换成标准信号后送到plc和上位机的过程中,考虑到意外情况下不能关闭中包塞棒,增加了一套信号传输通道fb200,一旦一路发生中断,可在不到3s的时间内投运另一路。plc和上位机在完成监控功能的同时输出信号到液压比例阀,在plc输出信号一定的前提下,重点研究了比例调节阀内放大旋钮的配合,掌握了放大和振幅之间的线性关系,可实现中包塞棒液压缸的振幅调节,进而实现结晶器液面的调节,达到液面检测和调节的闭环控制,最终实现整个l1级的闭环控制,如图2所示。
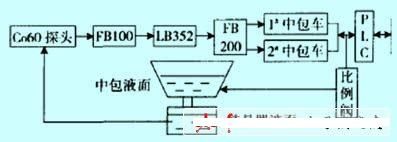
图2 硬件系统的完善
4.2 应用程序开发
在1#连铸机结晶器液位自动控制系统中,plc程序采用西门子step5.3和监控画面软factorylink开发系统控制软件。以结晶器液位的读入、检查和实际转换输出的主要功能块fc101为例,本功能块通过调用结晶器实际液位值、液压缸位置传感器的反馈信号和现场液位限位信号,完成内部pid调节的同时,在上位机上实现液位波动的实时监控与报警。
5 结束语
从液面控制效果来看,结晶器液位实际值围绕液位设定值波动,波动幅度为±1mm。实践证明,液位控制系统的应用与完善,不但确保了l1级液位的精确度,而且为l2级自动浇铸奠定了基础。