基于PIC16C73的电子束焊机电视监视系统设计
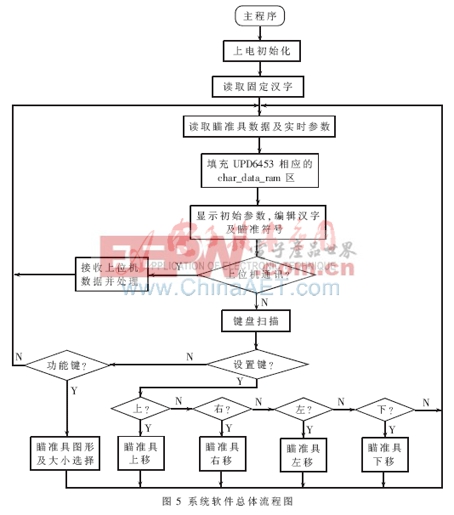
十字线移动控制模块 电子束焊机电视监视系统与一般视频监视系统的区别就是叠加十字光标,并对手动可控二维满屏定位,使十字线在水平和垂直方向移动。根据上面介绍的视频叠加原理,各种图像叠加的位置是以场同步信号和每场第一行同步信号为基准的,即初始位置的偏移将导致整个图像的移位,如图3所示。 利用这种关系,系统十字光标位置调节电路由两个单稳态电路组成,一个控制场同步信号为低电平的时段,另外一个控制复合同步信号为低电平的时段,从而决定了被叠加的十字光标在显示器上显示的位置。单稳态电路暂稳态的时间宽度tw由RC 电路充/放电时间决定,考虑到十字线在屏幕上的叠加主要出现在中间区域, 2.3 十字线产生及叠加模块 该模块主要通过PIC16C73单片机和视频叠加芯片UPD6453实现字符信号与视频信号的叠加,如图1所示。PIC16C73单片机拥有精简的指令集(RISC)和独特的哈佛(Harvard)结构, 同时可运用两极流水线指令进行取数和执行,运行速度比一般单片机如ATMEL89C51快4倍, 拥有I2C总线可方便控制数字电位器X9241,采用PIC16C73作为主控机更加符合系统设计的要求。有关单片机的应用详见参考文献[2]。 UPD6453是日本NEC公司推出的专用字符叠加芯片, 该芯片显示编辑功能强,可以在屏幕上显示12行24列的字符, 每个字符为12×18点阵。UPD6453芯片为用户提供了英文、数字及日文等240个字符的字模,同时为用户提供了未定义的16个字符RAM空间,可以自定义汉字和进行瞄准具拼接。 PIC16C73单片机通过I/O口与UPD6453 进行伪SPI 串行数据发送,经其内部处理后,在上一场消隐时间内把叠加分划线矩阵点放入视频RAM中,在下一场扫描时间内将RAM 中的数据并串转换后按其内部时钟节拍输出。由于本设计是针对黑白视频图像的,故只需要选用VCB 通道作为输出。输出的序列叠加信号直接接到模拟开关的选通逻辑控制端。视频输入信号和视频白电平信号分别接入74HC4053的两路通道,通过切换通道的方法,在现场视频信号和叠加图形(十字线)信号之间切换,从而实现视频信号的十字线叠加。十字线信号可以为视频黑电平和白电平。在焊接室环境下,白电平视觉效果更明显,因此选择叠加白电平。白电平产生电路实际上是一个电压可调的分压电路。 2.4 串行通信模块 单片机与PLC采用无协议传输通讯的全双工模式,波特率选择标准为9 600 b/s。微处理器的RX和TX端与MAX232或MAX485芯片的ROUT和TIN端口相连接。具有完善的串行通信接口SCI, 利用RX和TX两个引脚作为通信线的二线制串行通信接口, 将其定义为全双工异步方式。外接一片MAX232或MAX485芯片将TTL电平转化为RS232或RS485标准电平, 可以实现远距离传输与上位机PLC通信, 由上位机下传瞄准符号点阵数据和当前时间数据, 可实现瞄准点阵数据的更新并可下传当前时间数据及其他相关实时焊接数据,使焊接人员能方便地从屏幕上获取焊接相关参数,对工件进行实时焊接操作。 3 系统软件设计 系统软件包括PIC16C73单片机对UPD6453控制命令的操作及手控键盘完成十字线的二维移动、叠加图形的大小及形状控制等功能的实现,以及与PLC通讯的实现。UPD6453的串行接口采用了非标准的4线接口,将PIC16C73的端口RA0~RA3接至UPD6453的4条串行线上, 然后用软件模拟UPD6453时序,把每个12×18 点阵数据写进UPD6453 视频RAM 中进行十字线拼接,最后对十字线数据按字符进行定位和显示控制。有关UPD6453的控制命令及控制时序详见NEC公司的数据手册[3]。其中数字电位器X9241是I2C通讯模式,其SCL和SDA端口分别与PIC16C73的I2C功能口RC3(SCL)和RC4(SDA)连接,外接10 kΩ上拉电阻,可实现I2C串行读写操作,其中数字电位器X9241按高分辨率数字电位器的软件设计,有关X9241读写操作详见INTERSIL公司数据手册[5]。PIC16C73具有完善的串行通讯接口SCI,将其定义为全双工异步方式,与PLC实现无协议通讯,有关PIC16C73的串行通讯控制详见参考文献[3]。为使系统操作简单,设计了两个键盘,其中一个键盘有4个分键,作为十字线位置控制键,分别为UP、DOWN、LEFT和RIGHT键,可以实现十字线的满屏控制。另外一个键盘用于瞄准具图形的转换键和其他功能设定键。根据功能要求可得到系统软件流程图如图5所示。 基于电视行场扫描的原理和电子束焊机电视监视系统的特点,本系统采用UPD6453专用视频叠加芯片,利用软硬件结合的方式,配上所选的各种硬件,大大减少了硬件电路,同时提高了系统的灵活性,实现了参考标记的1/4 096高分辨率精确定位,已成功应用于THDW系列电子束焊机中。该系统能完成工件的实时监视,叠加的十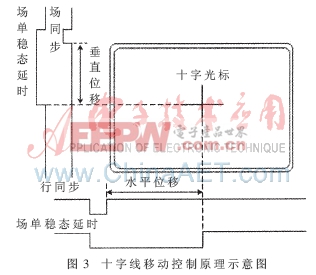
PIC16C73 UPD6453 电视监视 视频叠加 精确定位 串行通讯 相关文章:
- 基于PIC单片机构成的环境温湿度实时测控装置设计(12-28)
- 基于精确定位的井下运输信集闭系统的研究(06-04)
- PLC串行通讯应用原理(12-21)
- 串行通讯的一些认识(12-19)
- 串行通讯的速率与传输距离(12-19)
- 串行通讯(单片机)(11-24)