基于PROFIBUS总线的数控系统在数控卷簧机中的应用
时间:12-04
来源:互联网
点击:
一、系统介绍
1、简要工艺:
本机采用两个伺服电机,一个电机控制送丝长度(Z轴),另一电机控制螺距,切断和变径(X轴)。X轴每转3600为一个循环。根据设定的送丝长度值和推距凸轮展开角度的值,二电机均按比例运行,当Z轴走完长度值后停止,而X轴也同步走完螺距角度值。剩余角度X轴继续运行,完成切断的功能,直到3600走完。从00开始又重复下一个循环。轨迹图如下图所示。
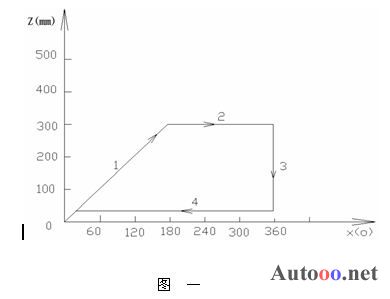
在图一所示轨迹图中
阶段1的主要功能是将弹簧长度与螺距值全部走完,在这个阶段中X与Z两个轴处于联动状态,两个轴运动轨迹决定弹簧的形状。根据弹簧的工艺要求,此时两轴的增益应保持一致,以消除弹簧的轮廓误差。并且要求在不同的Z长度下X轴能够进行变速。
轨迹图中阶段2的主要功能是让X轴以最快的速度回到原点,执行弹簧的切断功能。
轨迹图中阶段3的主要功能是让Z轴的显示清零,回到上一个基准点。
轨迹图中阶段4的主要功能是让X轴的显示清零,回到上一个基准点。
执行完以上四个步骤之后,一个弹簧的加工正式结束。
2、项目设备概况如下表所示:

二、 控制系统构成:
1、 根据该机床的特点以及加工工件的工艺要求,选择Sinumerik 802dbaseline 数控系统作为主控制器,Lenze伺服驱动系统作为执行机构。
控制系统简介:
SINUMERIK 802D base line 将所有CNC、PLC、HMI 和通讯任务集成于一身。免维护的硬件集成了PROFIBUS接口用于驱动和I/O模块并具有速装结构的超薄操作面板。具体特点如下:
加工工艺:车削和钻削、铣削
最多4个进给轴和一个主轴,最多3个手轮
360 KB 程序存储器
西门子 G 代码和 ISO 方言(目前支持 Fanuc 0M/0T)
24 ms PLC处理、12 ms 插补,3 ms 位置控制极坐标
预见功能(10)
刚性攻丝
FRAME 结构 (旋转,平移,缩放,镜象)
坐标转换(C轴)1)
固定点移动 1)
PROFIBUS 扩展为同步方式用于位置闭环控制
这种扩展是一种对PROFIBUS总线用户开放的标准
PROFIBUS 可允许实现 1 ms 的位置控制 (12 M baud)
机床 I/O 也可以连接到相同的总线上
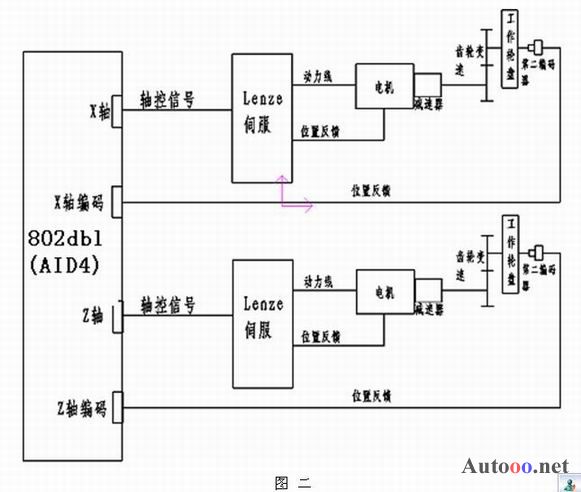
2、系统硬件配置图:
二、控制系统构成:
1、根据该机床的特点以及加工工件的工艺要求,选择Sinumerik 802dbaseline 数控系统作为主控制器,Lenze伺服驱动系统作为执行机构。
控制系统简介:
SINUMERIK 802D base line 将所有CNC、PLC、HMI 和通讯任务集成于一身。免维护的硬件集成了PROFIBUS接口用于驱动和I/O模块并具有速装结构的超薄操作面板。具体特点如下:
? 加工工艺:车削和钻削、铣削
? 最多4个进给轴和一个主轴,最多3个手轮
360 KB 程序存储器
? 西门子 G 代码和 ISO 方言(目前支持 Fanuc 0M/0T)
? 24 ms PLC处理、12 ms 插补,3 ms 位置控制
? 极坐标
? 预见功能(10)
? 刚性攻丝
? FRAME 结构 (旋转,平移,缩放,镜象)
? 坐标转换(C轴)1)
? 固定点移动 1)
? PROFIBUS 扩展为同步方式用于位置闭环控制
? 这种扩展是一种对PROFIBUS总线用户开放的标准
? PROFIBUS 可允许实现 1 ms 的位置控制 (12 M baud)
? 机床 I/O 也可以连接到相同的总线上
2、系统硬件配置图:
五、结束语
系统的投入时间为2003年11月份,首机交付用户使用时间为2003年12月份,运行情况一切正常,用户反应良好,觉得该机床同同类机床相比,系统工作稳定性搞,编程方便。
1、简要工艺:
本机采用两个伺服电机,一个电机控制送丝长度(Z轴),另一电机控制螺距,切断和变径(X轴)。X轴每转3600为一个循环。根据设定的送丝长度值和推距凸轮展开角度的值,二电机均按比例运行,当Z轴走完长度值后停止,而X轴也同步走完螺距角度值。剩余角度X轴继续运行,完成切断的功能,直到3600走完。从00开始又重复下一个循环。轨迹图如下图所示。
在图一所示轨迹图中
阶段1的主要功能是将弹簧长度与螺距值全部走完,在这个阶段中X与Z两个轴处于联动状态,两个轴运动轨迹决定弹簧的形状。根据弹簧的工艺要求,此时两轴的增益应保持一致,以消除弹簧的轮廓误差。并且要求在不同的Z长度下X轴能够进行变速。
轨迹图中阶段2的主要功能是让X轴以最快的速度回到原点,执行弹簧的切断功能。
轨迹图中阶段3的主要功能是让Z轴的显示清零,回到上一个基准点。
轨迹图中阶段4的主要功能是让X轴的显示清零,回到上一个基准点。
执行完以上四个步骤之后,一个弹簧的加工正式结束。
2、项目设备概况如下表所示:
二、 控制系统构成:
1、 根据该机床的特点以及加工工件的工艺要求,选择Sinumerik 802dbaseline 数控系统作为主控制器,Lenze伺服驱动系统作为执行机构。
控制系统简介:
SINUMERIK 802D base line 将所有CNC、PLC、HMI 和通讯任务集成于一身。免维护的硬件集成了PROFIBUS接口用于驱动和I/O模块并具有速装结构的超薄操作面板。具体特点如下:
加工工艺:车削和钻削、铣削
最多4个进给轴和一个主轴,最多3个手轮
360 KB 程序存储器
西门子 G 代码和 ISO 方言(目前支持 Fanuc 0M/0T)
24 ms PLC处理、12 ms 插补,3 ms 位置控制极坐标
预见功能(10)
刚性攻丝
FRAME 结构 (旋转,平移,缩放,镜象)
坐标转换(C轴)1)
固定点移动 1)
PROFIBUS 扩展为同步方式用于位置闭环控制
这种扩展是一种对PROFIBUS总线用户开放的标准
PROFIBUS 可允许实现 1 ms 的位置控制 (12 M baud)
机床 I/O 也可以连接到相同的总线上
2、系统硬件配置图:
二、控制系统构成:
1、根据该机床的特点以及加工工件的工艺要求,选择Sinumerik 802dbaseline 数控系统作为主控制器,Lenze伺服驱动系统作为执行机构。
控制系统简介:
SINUMERIK 802D base line 将所有CNC、PLC、HMI 和通讯任务集成于一身。免维护的硬件集成了PROFIBUS接口用于驱动和I/O模块并具有速装结构的超薄操作面板。具体特点如下:
? 加工工艺:车削和钻削、铣削
? 最多4个进给轴和一个主轴,最多3个手轮
360 KB 程序存储器
? 西门子 G 代码和 ISO 方言(目前支持 Fanuc 0M/0T)
? 24 ms PLC处理、12 ms 插补,3 ms 位置控制
? 极坐标
? 预见功能(10)
? 刚性攻丝
? FRAME 结构 (旋转,平移,缩放,镜象)
? 坐标转换(C轴)1)
? 固定点移动 1)
? PROFIBUS 扩展为同步方式用于位置闭环控制
? 这种扩展是一种对PROFIBUS总线用户开放的标准
? PROFIBUS 可允许实现 1 ms 的位置控制 (12 M baud)
? 机床 I/O 也可以连接到相同的总线上
2、系统硬件配置图:
五、结束语
系统的投入时间为2003年11月份,首机交付用户使用时间为2003年12月份,运行情况一切正常,用户反应良好,觉得该机床同同类机床相比,系统工作稳定性搞,编程方便。
PROFIBUS总线 数控系统 数控卷簧机 相关文章:
- PROFIBUS总线在烟箱输送线上的应用(12-21)
- 基于PROFIBUS—DP的串口设备群的集成方案与实现(12-20)
- Profibus总线在多线切割机控制系统中的应用(12-19)
- 西门子PROFIBUS总线应用之我见(12-19)
- PROFIBUS总线通信仪表GSD文件的选择(12-19)
- 基于Profibus总线的立体仓库控制系统设计(12-19)