数控单轴进刀装置的设计
时间:03-12
来源:互联网
点击:
1项目背景
实际的工业自动化生产过程中,随处可见大量涉及到物料加工的设备,早期的设备主要以手工或简单的机械定位为主,例如利用控制气缸的有效行程来实现定位,其特点是原理简单、设备成本及维护成本低,但最大的缺点就是精度不高、一致性差。
随着制品、零件设计上的高度创意化,使用传统意义上的手动或机械控制,已经很难满足多层面上同时达到位置和速度的精确控制,而且也难以获得生产效率和产品质量的提高。伺服控制系统方案的出现,为制造业解决了这一难题。然而采用单板机或单片机控制,除了要进行软件开发外,还要进行硬件电路、接口电路、驱动电路的设计。可编程控制器(PLC)的出现,解决了这一难题。因此,本项目是一个基于GE PAC SYSTEMS的控制系统设计,以X轴位置状态的系统为控制对象,以GE PAC为控制器,并以Quick Panel触摸屏进行控制,通过GE的程序控制X轴上物体的移动,定位精确。
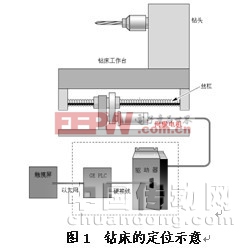
该项目一旦完成就能应用于图1所示的钻床中,实现钻床的各种定位控制功能,并能直接在触摸屏中进行设置和显示。
2 GE伺服控制硬件设计
伺服控制系统是通过PLC编程来实现物体位置的定位和控制,包括一个电气控制回路和光纤控制信号线。其中电气控制回路主要是由继电器和安装在X轴上的伺服电机组成,实现其电气回路控制。
伺服控制系统硬件模块如图2,具体可以可分为电动部分、面板部分、传动部分:
(1)电动部分
A、交流斩波 B、变压器 C、伺服控制器 D、中间继电器 F、交流接触器
(2)面板部分
A、橘色紧停按钮 B、红色停止按钮 C、绿色启动按钮
(3)传动部分
A、伺服电机 B、X轴

3 伺服控制模块DSM324I的设置与编程
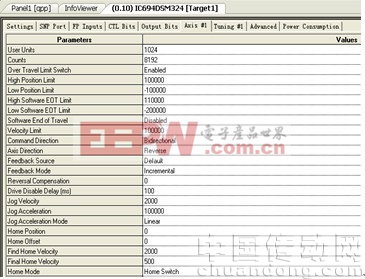
在本项目中,主要应用了GE PAC中的DSM324i模块,其setting项的设置如图3所示。
X轴的设置
伺服控制系统的主程序如图4所示
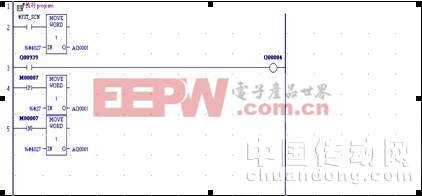

图4 主程序
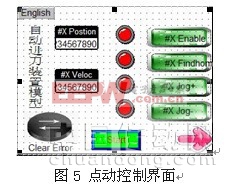
如图5所示为x轴的点动控制界面,通过该界面用户可以精确的控制进刀装置的进刀退刀距离,实现产品加工的精确化。
如图6为x轴的位置控制操作界面,通过该界面,用户可以自行设定进刀的距离,使得产品加工更加灵活,便于操作

4结束语
在伺服控制调试中,首先对PLC与伺服控制器的外部接线作仔细检查,这一个环节很重要。外部接线一定要准确无误。也可以用事先编写好的试验程序对外部接线做扫描通电检查来查找接线故障。将模拟调试好的程序送入用户存储器进行调试,直到各部分的功能都正常,并能协调一致地完成单轴进刀装置的控制功能为止。
实际的工业自动化生产过程中,随处可见大量涉及到物料加工的设备,早期的设备主要以手工或简单的机械定位为主,例如利用控制气缸的有效行程来实现定位,其特点是原理简单、设备成本及维护成本低,但最大的缺点就是精度不高、一致性差。
随着制品、零件设计上的高度创意化,使用传统意义上的手动或机械控制,已经很难满足多层面上同时达到位置和速度的精确控制,而且也难以获得生产效率和产品质量的提高。伺服控制系统方案的出现,为制造业解决了这一难题。然而采用单板机或单片机控制,除了要进行软件开发外,还要进行硬件电路、接口电路、驱动电路的设计。可编程控制器(PLC)的出现,解决了这一难题。因此,本项目是一个基于GE PAC SYSTEMS的控制系统设计,以X轴位置状态的系统为控制对象,以GE PAC为控制器,并以Quick Panel触摸屏进行控制,通过GE的程序控制X轴上物体的移动,定位精确。
该项目一旦完成就能应用于图1所示的钻床中,实现钻床的各种定位控制功能,并能直接在触摸屏中进行设置和显示。
2 GE伺服控制硬件设计
伺服控制系统是通过PLC编程来实现物体位置的定位和控制,包括一个电气控制回路和光纤控制信号线。其中电气控制回路主要是由继电器和安装在X轴上的伺服电机组成,实现其电气回路控制。
伺服控制系统硬件模块如图2,具体可以可分为电动部分、面板部分、传动部分:
(1)电动部分
A、交流斩波 B、变压器 C、伺服控制器 D、中间继电器 F、交流接触器
(2)面板部分
A、橘色紧停按钮 B、红色停止按钮 C、绿色启动按钮
(3)传动部分
A、伺服电机 B、X轴
3 伺服控制模块DSM324I的设置与编程
在本项目中,主要应用了GE PAC中的DSM324i模块,其setting项的设置如图3所示。
X轴的设置
伺服控制系统的主程序如图4所示
图4 主程序
如图5所示为x轴的点动控制界面,通过该界面用户可以精确的控制进刀装置的进刀退刀距离,实现产品加工的精确化。
如图6为x轴的位置控制操作界面,通过该界面,用户可以自行设定进刀的距离,使得产品加工更加灵活,便于操作
4结束语
在伺服控制调试中,首先对PLC与伺服控制器的外部接线作仔细检查,这一个环节很重要。外部接线一定要准确无误。也可以用事先编写好的试验程序对外部接线做扫描通电检查来查找接线故障。将模拟调试好的程序送入用户存储器进行调试,直到各部分的功能都正常,并能协调一致地完成单轴进刀装置的控制功能为止。
- 基于WinCE操作系统的通用USB数控键盘设计(08-05)
- DSP和FPGA在大尺寸激光数控加工系统中的运用(01-01)
- 开放数控系统模型的建立及实现(07-24)
- 基于DSP和FPGA的大尺寸激光数控加工系统(02-21)
- 基于ARM+DSP的嵌入式Linux数控系统设计(11-18)
- 基于S3C44BOX的嵌入式磨削数控系统(06-06)