欧姆龙MCH71在瓦楞纸纵切压线修边机的应用
系统说明
工艺说明
设备结构分为7刀12线,客户先在触摸屏上设置瓦楞纸板订单的规格,通过配方功能自动选择刀、线的运转以及位移,排刀换线时间在3s内完成,裁减精度±0.5mm。触摸屏可以手动方式示教所有轴的位置,通过选择压线凸轮对瓦楞纸的花纹进行设定,同时通过变频器控制吸风槽(吸取废料)的位置。这套设备与瓦楞纸生产线连接,可以通过通讯方式在线修改设备速度,速度与生产线速度保持匹配。设备正常运行速度250m/min,在线修改订单后,线速度降低到100m/min。
设备布置图如下图1所示:

控制难点
说明坐标系统的建立:在进行订单修改时,必须对相应的刀组,线组进行定位,由于刀组与线组在不同的坐标系,那么必须建立统一的坐标系统;
订单算法:由于刀组,线组中每一个轴的运动范围可以与左右相邻的轴进行重叠,那么就必须要考虑最短行程,与防碰撞设计;
布线困难:系统共有19轴,如果用传统脉冲控制方式,会造成现场布线困难,而目前的运动控制器最多只能控制4轴,因此该系统需要配置5块模块,这不仅提高了电气成本,同时加大编程难度;
omron解决方案
将机柜两端(左壁)作为系统参考圆点,上电时,所有刀组,线组以机柜中心为标准,向两边逐一运行,通过每个轴臂安装的传感器进行定位判断,然后手动进纸,检测当前纸板与机柜侧壁的位移,以机柜左壁为基准,将所有手动进纸测得的位移量,输入给控制系统从而建立统一的坐标系。
由于刀组,线组中每一个轴的行程位置可以重叠,因此必须要准确的算出每一个轴的最短位移以及防撞措施,同时根据客户订单要求,选择刀组与线组中,哪几个轴需要启动,以线组为例,如下图2所示:
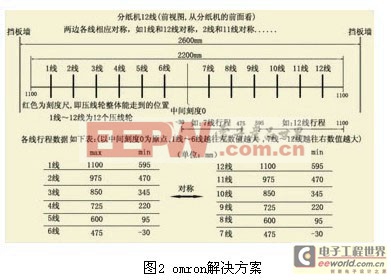
传统脉冲型控制器已经无法满足这个系统,因此采用了omron的高端总线型运动控制器cj1w-mch71,最大可以连接30个伺服驱动器,采用高速同步总线方式连接,最大距离50m,通讯速率10mbps。19轴响应时间为6ms,总线型控制器的使用,大大减少了现场布线和电气成本,并且保持了系统的高响应特性,同时可以用内置basic智能指令完成所需要的功能。
控制流程

结语
目前瓦楞纸纵切压线修边机以及发展到第四代,从最初的机械式结构过渡到第三代变频器控制,以及到目前的总线伺服控制技术,不仅提高了效率,并且降低了维护成本,同时可以使订单进行客户化定制,大大促进了纸箱包装行业的发展与进步。
- 全伺服系统解决方案在瓦楞纸无轴印刷中的应用(12-19)
- 基于CANopen总线的瓦楞纸码垛机解决方案(12-16)
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)