一种基于CPLD的数字式大功率激光驱动电源设计
引言
激光加工主要是利用CO:激光束聚焦在材料表 面使材料熔化,同时用与激光束同轴的压缩气体吹 走被熔化的材料,来完成所需轨迹图形的切割或者相应工艺品表面的雕刻。激光加工属于非接触加工, 具有加工方法多、适应性强、加工精度高、质量好和加工效率高等优点。激光驱动电源作为激光器的 直接控制单元,其光开关响应的最高频率和出光功率稳定和可靠性会直接影响最终的加工效果。基于 快速响应和出光稳定的需求,乐创自动化技术有限公司研发了一种基于CPLD的数字式大功率激光驱 动电源。
2 系统组成及其工作原理
2.1 系统组成
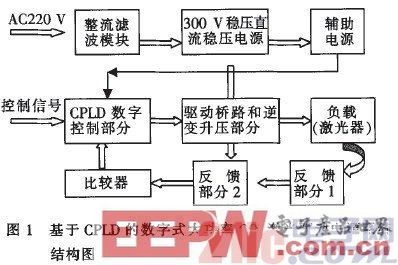
基于 CPLD的数字式大功率CO:激光驱动电源 的系统结构如图1所示。 该 系统 主 要由主电源、稳压电源、辅助电源、驱动桥路、逆变升压、反馈电路和数字控制电路等部 分组成。其中主电源和稳压电源主要完成AC20V 的输人到310V直流电压的稳定输出,保证逆变升 压部分在一个合理的参数下稳定可靠工作。辅助电源主要是将310V直流电压转换成SV和12V直流电 压供数字控制部分和反馈比较器部分使用。驱动桥路和逆变升压主要是完成负载需要的约200(刃V高压的输出。反馈电路主要起到保护作用,控制输出 电流的范围。
2.2 工作原理
在激光驱动电源的原理框图中,AC202V经过 整流滤波后产生310V的直流电压,310V直流电压经过稳压电源输出稳定的310V直流电压供逆变 升压部分和辅助电源工作,辅助电源把3lOV直流电压变成12V和SV直流电压给数字控制部分和反 馈部分提供基准电压。数字控制部分通过控制驱动桥路的导通时间来完成功率的控制。反馈电路通 过采样输出源端的电流大小来保护输出电流不超过 30MA。
3 功能的实现方法
3.主电路及稳压电路部分
AC220V 经过整流滤波后得到301V左右的直流电压,再经过开关型稳压电源得到稳定的3lOV直流电压。
3.2 驱动桥路及逆变升压部分
31O V 直 流电压经过半桥逆变得到高频方波电 压,为了保证低电流激光器的器辉,在逆变回路中采用了串联谐振和并联谐振技术。高频升压变压器 和高压整流电路构成的升压部分被封装成独立的元件高压包。设计中采用2个高压包串联输出给激光 器供电。
3.3数字控制部分及反馈部分
数字部分采用CPLD控制,一方面CPLD完成 开关光、水保护、过流过压反馈等信号的逻辑控制, 另一方面主要是完成PWM波的输出。
3.4 辅助电源部分
基于VIPer22 A变换器和高频电源变压器的辅 助电源,输出电压波形稳定无较大尖峰。
4 功能特点
4.1稳定性好,抗外电压波动性强,调节范围大
由在逆变升压电路之前设计了一级开关型稳 压电源,该稳压电源能够保证外网电压在一15% (187V)一+10%(242V)之间变化时,逆变升压部 分的基准电压稳定在30v,这样就保证了逆变升压部分能工作在一个稳定的参数下,同时也就提高了其工作的稳定性。
4.2 频率响应高
由于控制部分采用了基于CPLD的数字控制方 式,在激光雕刻加工中可以胜任lokb/s的控制脉 冲,能够很好地完成坡度雕刻和小字的雕刻。
4.3 准确的功率控制
在激光切割加工中,由于数字控制模块输出的 驱动脉冲的占空比不受外部非控制信号的影响,能 够保证在长时间工作下稳定的功率输出。在激光雕刻中,能够实时响应控制系统的功率数据,同时由 于激光器的出光功率与工作电流之间并不是线性关系,在坡度雕刻时,可以通过数字控制部分修正光 功率,使其以线性变化来保证在雕刻坡度中对坡度 的要求。
4.4 可以定制的控制方式
在激光加工应用中,有时会有很多特殊的加工 要求,如切割起始阶段要求出光功率大一些。数字 控制方式能够方便地修改程序来满足相应的新要求。
5 结论
通过在成都微巨科技有限公司生产的1.6M的 激光器上长时间测试,该激光驱动电源频率响应高、控制精确、且输出电流纹波小,能够保证激光器长 期稳定的工作。
- 用CPLD实现DSP与PLX9054之间的连接(07-23)
- 用CPLD实现FIR数字滤波器的设计(08-07)
- 基于DSP+CPLD的交流电机调速在水处理控制中的应用(11-27)
- 一种基于DSP的张力、深度、速度测量系统(04-15)
- 用双端口RAM实现与PCI总线接口的数据通讯(05-06)
- 基于DSP和CPLD的宽带信号源的设计(07-26)