CC-LINK现场总线在无心磨床变频调速系统中的应用
0 引言
无心磨床是用来加工圆柱滚子的一种机床,主要由砂轮、导轮、工作台、修整器等组成,加工时采用贯穿式磨削方法,即圆柱滚子在导轮的带动下从砂轮与导轮间穿过进行磨削。为了满足不同的加工工艺,砂轮与导轮采用变频调速。
1 变频调速系统要求及结构
为了确保磨削质量,要求砂轮恒线速运行,因此随着砂轮磨削直径的减小,需运用变频器来调节电机的角速度,同时为了加工不同规格的圆柱滚子,要求导轮转速无级调速。
传统的变频器控制采用外部端子控制,即电位器给定频率,开关信号给定启停与方向命令。这种方式接线复杂,至少需要s根线,而且电位器给定频率需 反复设定几次才能设定准确。而在控制系统中采用CC-LINK通信方式仅需3根线,简化了接线,而且频率在触摸屏上可以直接设定,直观、准确。CC- LINK现场总线是三菱电机公司推出的一种基于PLC系统的现场总线,它具有性能卓越、应用广泛、使用简单、成本节省等优点,在制造业中得到了广泛应用。
变频调速系统组成如图1所示,CC-LINK连接如图2所示。变频调速系统硬件主要由QOOJ CPU, CC-LINK模块切61BT11、人机界面以及装有FR-ASNC通信卡的A700变频器组成。其中,QOOJ CPU为系统核心;CC-LINK模块QJ61BT11为系统主站;人机界面用来设定和监视频率及其它数据,启动电机;A700变频器组成CC-LINK 远程设备站。
2.1 主站参数设定
由于主站与PLC的CPU间采用自动刷新通信方式,因此需要设置主站自动刷新参数。主站自动刷新参数通过三菱GPPW编程软件中的网络参数设置,设置画面如图3所示。另外需设定站的信息,把I/O设备选为远程智能设备,如图4所示。

2.2 主站模块开关设里
每个站的信息确定后,可通过CC-LINK模块上的电位器旋钮来选择通信的波特率和站号。整个系统所有站的通信波特率需一致,通信波特率决定着整个系统的响应速度。主站外形如图5所示。

M()DE开关的设置编号有0~9, A-E。其中,编号0~4为在线模式;编号5~9为在线测试模式;编号A~E为硬件测试模式。各组5个编号传输速率,即156kb/s、625Mb/s、 2.5Mb/s、10Mb/s。这里将传输速率设为3,即在模式下,传输速率2.5Mb/s。
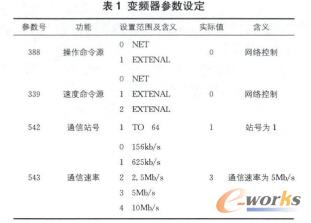
2.3 从站参数设定
砂轮变频器从站参数设定见表1。导轮变频器从站除将通信站号设为2外,其它参数与砂轮变频器从站设定相同设定时,主站与从站的通信速率必须一致。但站号不得相同。
3 软件设计
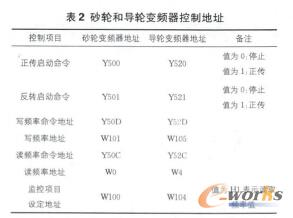
根据CC-LINK远程元件的初始化参数(远程输出刷扫软元件起始地址为Y500,远程写寄存器刷新软元件起始地为W100,远程读寄存器刷新软元件的起始地址为W00砂轮和导轮的变频器控制地址,见表2。

4 CC-Link组网应用优势
采用CC-Link现场总线技术的变频调速系统与传统的控制方法相比具有以下优势
(1)组态简单。仅需在网络参数表中设置起始I/O号、远程刷新软元件号和站的信息。
(2)接线简单,只需将3芯双绞线的3根电缆按照PA,PB、DG对应连接。另外接好屏蔽线和终端电阻即可。
(3)设置简单,只需置换远程设务的衍个站号和波特率。
(4)CC-Link通信网络具有电磁抗干扰能力强、电磁兼容性、通信速度快等特点,为维护方便和运行可靠提供强有力保证。
5 结束语
CC-Link现场总线技技术无心磨床上得到成功应用,大幅提高圆柱滚子的加工质量,收到用户高度评价。采用CC-Link现场总线技术的变频调速与传统的控制方法相比,在设计、安装、调试、维护和扩展上部具有无可比拟的优势。
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)