MD系列变频器在整经机上的应用
整经机是纺织行业不可缺少的设备,它将多个小盘上的线料整理到大盘上为后续织布做好准备。目前各个厂家整经机大致可分为三种控制方案:1)少数小型的整经机只控制线速恒定,不控制张力使收线盘收线里外松紧不均,这必然造成放线织布也松紧不均,严重影响布料的质量;2)张力和线速度分开控制,收线控制线速度后级用转矩模式控制其张力,这样容易造成张力与线速度控制相互影响,收线在做PID调节时造成张力的波动,且受惯量摩擦等的影响起停时容易造成松线和断线;3)采用伺服控制,成本太高系统复杂,也带来维修不便。本文以某机械厂的实例来介绍汇川MD系列变频器在整经机上的应用,它具有配置简练、逻辑清晰、控制效果好、成本低的优点。
二、系统构成
主要由两变频器控制的收线电机和张力调节电机及PLC、触摸屏、编码器、压力传感器和低压元件等组成。如下图所示
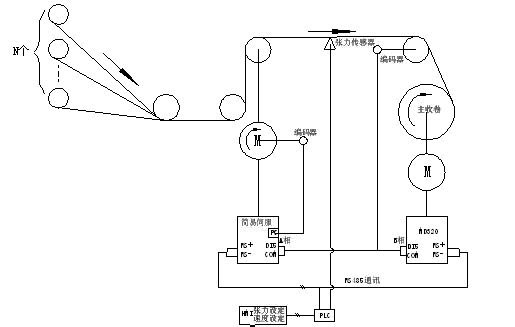
整经机示意图
三、控制要求
a、线收盘时线速度和张力恒定、波动小、可无级调节;
b、起停经线松紧均匀不断线;
c、必要的保护操作方便。
四、实现过程
a、恒线速度控制
收线变频器控制线速恒定。由罗拉轴上的编码器转过的脉冲频率和轴直径即可算出线料的实际线速度(V=a*π*D/bV-线速度;a-每秒脉冲数;D-轴直径;b-编码器转一圈产生的脉冲),通过DI5输入(编码器的B相)到变频器作为线速度反馈,给定量通过HMI设定输入PLC再通讯写入变频器,由变频器内部PID计算构成闭环控制。但变频器内没有线速度这一物理量,因为只要控制罗拉轴上每秒转过的脉冲数不变也就确保了线速度的恒定,为此DI5输入最大频率的参数F4-30要设为最高线速度时的脉冲频率(零到最大脉冲频率对应零到最大线速度,给定是设成由百分比其物理量为百分比再乘上最大线速度)。
b、恒张力控制
张力控制几点说明
1)张力控制采用我司的简易伺服非标变频器,它的特点:要配PG卡(编码器反馈卡);必须运行在有传感器矢量控制模式;输入DI5多少脉冲电机就转过相应的角度,其对应关系可通过FE-00脉冲比例系数来调整;用于小惯量位置控制。
2)FE-00脉冲比例设定是指从DI5输入的指令脉冲与变频器所带电机的编码器脉冲的比例,也就是当DI5输入一个脉冲需要电机转过几个脉冲。
3)FE-02:调节器比例。变频器对脉冲的调节是通过检测DI5输入的脉冲与编码器脉冲之间的误差(脉冲比例考虑在内)进行频率调节,该参数即为调节器系数。越强调节越快,但稳定性会便差,反之调节慢,稳定性好。
4)为了控制简单机械要求:张力传感器的前后级(前级指主收卷后级指简易伺服,以下相同)两罗拉轴直径相同;后级电机到罗拉轴的机械传动比为1;两个编码器的规格一样(每周脉冲量相同)。
张力控制原理:前级罗拉的编码器的b相输入到后级的DI5做为脉冲给定,当脉冲比例FE-00设为1时,后级电机转过的角度就与前级罗拉轴转过的角度相同,这样就保证了两罗拉轴同步运行。要保证张力恒定只需调整后级罗拉轴与前级罗拉轴的相对速度即可,根据压力传感器上的反馈张力和张力给定量(HMI设定输入PLC再通讯写入变频器)经PLC内部PI计算来调整(通讯更改)后级的脉冲比例系数FE-00来改变电机的相对转速,实现恒张力。
五、结论
该方案的张力控制由于采用收线罗拉上的编码器做为简易伺服变频器的脉冲给定,当前级控制速度PID调节时罗拉轴转速改变,输入到后级变频器上的脉冲相应改变,所以系统的后级张力调节是在跟踪前级速度基础上叠加一个量(改变脉冲比例系数),大大减少了速度调节对张力的影响。系统是用位置控制保证张力的,因此机械惯量摩擦等因素对张力影响很小,起停平稳张力控制精度有了很大提高。本方案配置简练、逻辑清晰、控制效果好、成本低的优点已在纺织行业中广泛应用。
变频器整经 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)