轧机辊缝自动控制的设计与应用
轧机的辊缝控制是钢板厚度性能控制的关键程序之一,在一级过程自动控制中,轧机辊缝的控制涉及到的主要设备主要有液压缸,轧机机架,工作辊支撑辊的安装、各类压力、位置传感器等。主要包括轧机辊缝的清零、轧制中心线的确定、电动压下和液压压下的位置控制等几个方面。下面做一些简单的介绍。
轧机的辊缝调节主要通过操作侧和传动侧的两根压下螺丝来调整。轧机辊缝位置的控制主要有两种方式:一种是电动压下EPC位置控制,另一种是液压辊缝控制HGC。这两种方式在辊缝自动控制中同时存在,相辅相成,电动压下走的行程较远,可以作为辊缝的粗调或初始设置行走时使用;液压辊缝的移动距离主要受到液压缸大小的限制,一般只有50mm行程,适用于最终辊缝设定时的精细调整。
1.电动压下的位置控制EPC
压下螺丝用来进行位置的控制,该控制叠加在变速控制上。位置控制为速度控制器提供速度设置点。 速度变化是传动控制的一部分,主要的传动装置有制动器和电磁耦合器。位置控制使用线形或旋转编码器来测量压下螺丝的实际位置。
液压和电气传动系统分别设定了两个不同的分工,通过电动压下装置调节较大的位置变化,通过液压压下装置进行精调和荷载状况下的调节。
电动压下和液压压下的控制分工如下图1所示,电动压下的位置偏差会通过液压定位控制予以补偿。


图1 压下螺丝位置控制的块状图(液压和电动)
2.液压辊缝控制HGC
水平机架液压辊缝控制分别由操作侧和传动侧的两个液压缸进行控制,每个液压缸由两个并行连接的伺服阀操作,由控制系统来选择哪一个为主伺服阀。
对于一般的厚度控制,一个伺服阀可以完成所要求的控制任务。第二个伺服阀主要用于咬钢或长距离移动如换辊时使用。
每个液压缸配有独立的位置控制和压力控制。轧制时位置控制是常用的操作模式,而在轧机压靠进程时自动选择轧制力控制。
辊缝的实际位置由位置传感器反馈。位置传感器安装在液压缸的相对应两侧。使用此办法能够测量中心位置(2个位置值的平均值)和避免由于缸体倾斜引起的测量误差。如果一个位置传感器出现故障,位置控制系统也会正常的工作。
压力传感器用来测量实际的轧制力。通过压力传感器测量的活塞面积和实际活塞压力计算压力实际值,另外,计算时还要考虑到平衡点的设定。
实现伺服阀的特性功能和油位高度补偿功能,系统提供了以下几种监测功能:⑴ 缸体/ 阶梯垫倾斜监测;⑵总的轧制力和传动侧和操作侧轧制力的偏差(DS-OS)监测;⑶缸体行程监测;⑷传动侧和操作侧的同步性;⑸位置编码器和轧制力传感器;⑹伺服阀老化等。
液压辊缝控制块形图如图2所示:
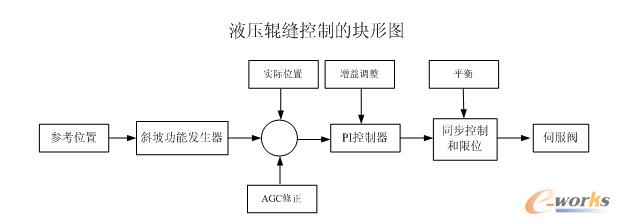
图2 液压辊缝控制的块形图
3.轧制线的设定
辊缝控制的准确性与否,还要基于轧机机架的整体的平衡和稳定性,需要设定一个正确的轧制线。该轧制线通过在轧机机架底部的HGC缸调节,取决于下述参数:
(1) 工作辊直径(固定参数,每次换辊后操作工的更新参数)
(2) 插入轧辊轴承座下的阶梯垫板厚度(固定参数,每次换辊后操作工的更新参数)
(3) 轧制压下量(可变的)
(4) 上支撑辊平衡
(5) 在轧制期间,上支撑辊平衡系统在轧制力设定值恒定的控制下运行。
(6) 实际轧制力值是根据压力传感器通过活塞压力和活塞面积计算出的。
4.轧机辊缝的零点标定
轧机辊缝的零点标定也称为轧辊压靠,主要是用于确定实际辊缝和对辊缝进行校准。每次换辊后要进行轧辊的压靠,由操作工在HMI上进行相应的操作。
自动压靠是轧机辊缝的零点校准过程,在轧辊压靠过程中,HGC工作在轧制力控制模式进行轧机辊缝的校准,通过液压缸和压下螺丝的运动进行轧机辊缝的闭合。这时辊缝设为在给定轧制力情况下的一个给定值,同时将标定后的轧机辊缝值(因为机械原因,不是一个绝对的零值)和相应的轧制压力、机架平衡参数、支撑辊的偏心值、主传动的速度曲线、冷却系统的相关值等都记录下来并传送到过程计算机中,作为轧机机架的基准状态,在以后的轧制辊缝控制中,以这个零点为基准,精确进行轧制辊缝的控制,以达到满意的厚度控制。
5.小结
轧机的辊缝控制是自动控制中重要的功能之一,轧机辊缝的精准控制,对钢板的质量以及成材率起到十分重要的作用。
轧机辊缝自动控 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)